江苏喷丸强化试片,喷丸强化阿尔门试片,强化喷丸强度试片测量方法提供商,我们提供美国EI喷丸强化试片各种规格齐全,包含喷丸强度测量仪,底座,同时培训阿尔门试片的使用,检测方法,为你提供全面的喷丸强度检测方案和设备。
设备:
一、喷丸强化试片
- 测量试片使用SAE1070冷轧钢材制成的的一个扁方矩形块,在图1中有描述。有三种标准厚度的试片,为为低用于强度,中等强度及高强度;
- 小尺寸的试片可用于小部位的强度测量如洞或插槽。这些试片必须遵照表1中的要求除了宽度和长度。转动方向必须沿着试片的长度方向。参见SAE J443的所添加的要求。
二、阿尔门试片(座)夹具:
当试片经受弹丸流冲击时,这个坚硬的钢制夹具需遵守图2的要求。在正确区域(图2中显示阴影部分)的平面度需保持到0.1mm。(0.0039英寸)
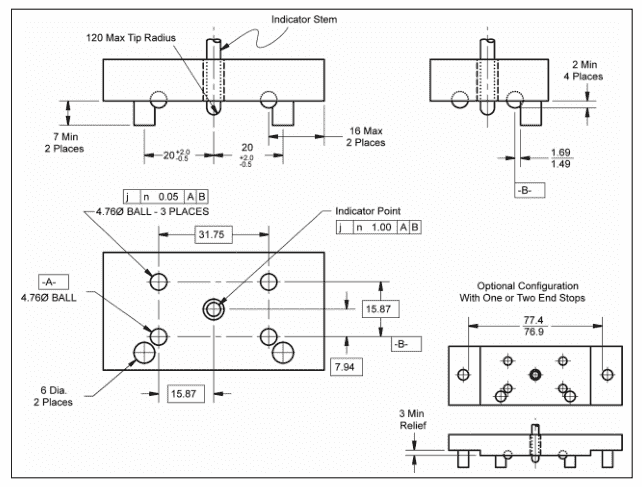
三、阿尔门测量仪:
测量仪必须符合表3的要求,以及拥有0.001mm的分辨率能力。其精准度为±0.005mm(±0.0002英寸)。应将其五点操作范围校正为-0.050mm到+0.600mm。测量仪应每年都进行校准。校准报告需包含至少五点(即0.2mm,0.3mm,0.4mm,0.5mm及0.6mm)有关指示器装置的延伸。球和指示器之间的接电必须检查,如果平点大于1.0mm时必须更换。如果凹糟影响测量仪上试片的合适位置时,需跟换或旋转定位柱。
四、校零块:
将有平面保障的零块(0.005mm)安装到测量仪的基面上。此块需依靠在四个支撑球面的表面上。
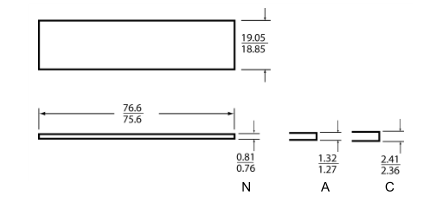

材料-按照 SAE J403的SAE1070冷轧弹簧钢:
热处理:所有的试片都必须经统一硬化和回火后制成拥有一定硬度的回火马氏体,表面硬度为HRC(44-50)的为A和试片,及HRA(72.5-76.0)的为N试片。
根据ASTM E 18在平面一侧的纵向中心线上试片任意一端的大约13mm处进行硬度测量。
表面碳:试片必须不受表面碳含量改变的影响,表面和亚表面材料的平均硬度的差异依照铬氏硬度30-N的范围不可超过2点。至少4个读数的平均值都要进行对比。任何一个的数值的确定都必须在未经喷丸强化的试片表面进行测定。试片硬度的确定必须排除试片未经其他用途。表面硬度读数比亚表面硬度读数小说明经脱碳处理了。表面硬度读数比相应表面硬度值大则表面渗碳。例如:如果平均表面硬度值为铬氏硬度30-N的范围的62.5,在经过仔细的研磨,表面以下一个区域的硬度为铬氏硬度30-N的范围的64.0,此试片是可以接受的。如果亚表面的硬度为铬氏硬度30-N的范围的65.0。已经超过2点可作为拒绝的理由。
- 边缘类型:第一(不要运用到试片的末端)
- 表面处理:试片的上表面及下表面的金属不可以变形(毛刺)
- 预弯曲度:允许每一片试片的任一面与弯曲度为N±.025mm(0.001英寸),A±.025mm(0.001英寸),以及C±0.038mm(0.0015英寸)。回火处理来达到预弯曲平面是不允许。
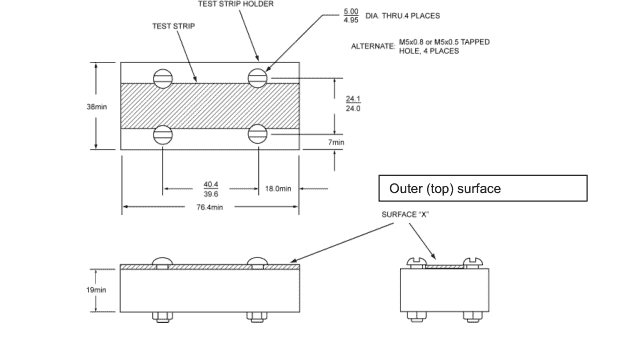
- 材质:所提到的夹具的材质为任何合金或者碳钢,其最大硬度为HRC57,以及0.7mm或者更大的深度。当某些材料磨损和变形性能对试片的性能没有不利影响时,可使用替换材料(和硬度)和外形尺寸。
- 中心孔直径:一个或者两个附加的孔,每一个孔的最大直径为为18mm,可将这些孔添加到设备上再安装到夹具上并固定。孔可以穿过或者套着,以及延伸到夹具上试片正确的表面。
- 螺丝:使用尺寸为M5的平头(或者更小直径的头)类型的螺丝。在螺丝下可使用垫圈后夹紧试片到夹具上。
- 尺寸偏差:±0.5mm除非特指。
- 将四个精确的球(直径为4.76mm)安装到试片的定位座上。球必须放到同一平面上(和指示杆垂直),±0.05mm以内。
- 数字指示器必须有最小0.001mm分辨率。
- 可选配置上有1个或者2个重点制动装置,因为制动装置可以促进测试的统一,以及确保计量仪上的试片放置始终如一。
注意:
1.原先我们使用两种计量仪进行试片弧高值的测量。第一种测量仪完全用两个刀状物支撑;第二种计量仪(在1943发明)使用4个球将放置的试片连接到指示杆。一些工程标准继续显示在试片上字母后面加2的,表明使用的是第二种试片。这种指定(例如A2)既不强求也不要推荐。由SAE标准定义的计量仪使用了和第二种计量仪相同的定位方法,然后就可由等效读数得出。
2.强度定义作废
之前的和数字指示器上的刻度数字相关的无尺寸值已经停止使用,其不利于以mm为单位直接读数。
3. 尺寸
若无特殊指出尺寸单位使用毫米,为了方便可以括弧的形式用英寸列出。
4. 边缘标记
在左边空白边缘的变更指示符可便于用户记录编辑未曾修改的定位区技术,已经在此文档的上一期提出了。在文档左边的一个(R)的标志说明了此文档已经完全修改,也包括了技术修改。变更符和(R)不会再原始文档中使用,也不会用于包含开了编辑修改的文档中。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1099/
 微信联系咨询
微信联系咨询 