基于组织结构和力学行为分析了高压水射流喷丸强化的机理 ,给出了各种射流形式喷丸强化的作用效果 ,提出 了前混合水射流和前混合自激振荡水射流喷丸强化的新方法 。研究表明 ,高压水射流喷丸强化技术先进 、优势明显 ,具有广阔 的应用前景 。
材料表面改性作为传统材料性能优化的基础研究被列为国 家自然科学基金“九五”“、十五”优先资助领域 ,充分体现了表 面改性技术在促进国民经济建设和贯彻可持续发展战略中的显 著作用和重要地位 。而在表面涂镀 、表面合金化和掺杂 、表面组 织转化等众多表面改性技术群中 ,对提高金属零构件抗交变载 荷作用下的疲劳能力最显神威的是喷丸强化技术 。它集制造工 艺和使用维修于一体 ,从边际设计的维修补救措施 ,发展到原型 设计的一部分 ;目前 ,广泛应用于航空、航天、汽车、核动力、兵 器 、石油 、煤炭 、化工 、机车 、工程机械 、汽轮机 、农机 、塑料模具 、 电气开关等众多工业部门。随着科技的进步 ,新的喷丸方法不 断涌现 ,超音速喷丸 、高压水射流喷丸 、高能振动喷丸 等相继 问世 。高压水射流技术是近 30 年来迅猛发展起来的一项新技 术 。它的应用范围由单纯采矿业的水力开采发展到机械 、化工 、 航空 、航天 、建筑 、纺织 、冶金等众多领域 ,用以切割 、清洗 、除锈 和破碎等作业。在 20 世纪 80 年代末 ,Zafred 首先提出了利用 高压水射流进行金属表面喷丸强化的思想 ,从而开始了高压水 射流喷丸强化技术的研究 。
1 .高压水射流喷丸强化机理
高压水射流喷丸强化的基本原理 ,就是将携带巨大能量的 高压水射流以某种特定的方式高速喷射到金属零构件表面上 , 使零构件表层材料在再结晶温度下产生塑性形变 (冷作硬化 层) ,呈现理想的组织结构 (组织强化) 和残余应力分布 (应力强 化) ,从而达到提高零构件周期疲劳强度的目的 。
高压水射流喷丸强化时 ,在水射流的强烈冲击碰撞下材料 表层产生的变形是由多种作用引起的 ,对于不同的射流介质 、射 流形式和喷射方式 ,各种作用效果不同 ,有的居于主导地位 ,有 的处于次要位置 。笔者研究认为 ,高压纯连续水射流喷丸强化 时 ,水射流的滞止压力引起的冲击和弹性冲击波产生的动态压 力起主导作用 ;脉冲水射流喷丸强化时 ,弹性冲击波产生的动态 压力和液体横向分流对表面的剪切作用居主要地位 ;空化水射 流喷丸强化时 ,空泡溃灭产生的冲击起主要作用 ;混合水射流(混入弹丸) 喷丸强化时 ,弹丸冲击压入产生的法向力和切向力 起主导作用。Ramulu 等 研究表明 ,高压水射流喷丸强化与 传统的喷丸强化具有相似的工艺过程和表现形式 ,水射流冲击 下在零构件表层形成塑性形变 ,产生残余压应力 ,增加了材料表 面硬度 ,从而可以有效控制疲劳源的萌生和裂纹的扩展 ,提高零 构件的疲劳强度 。
2 .高压水射流喷丸强化方法
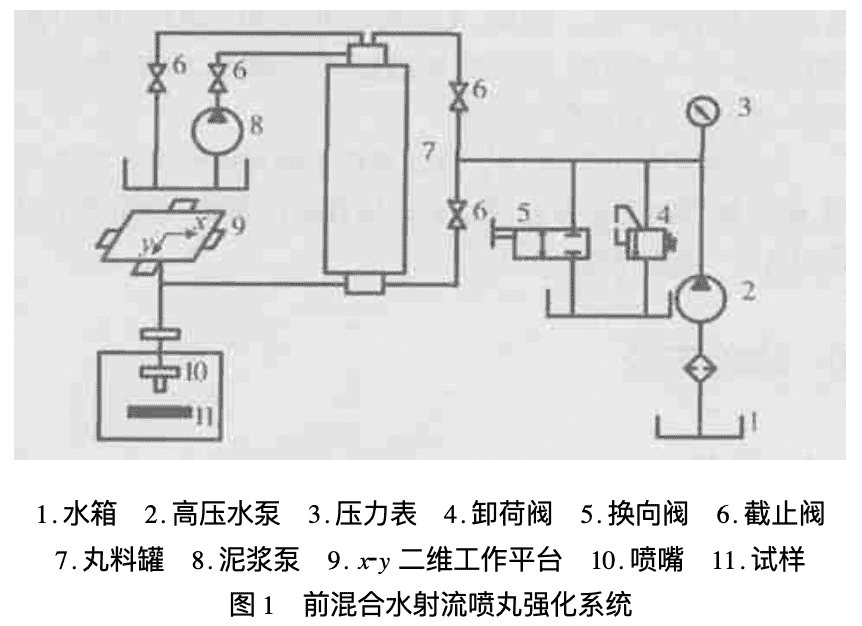
高压水射流喷丸强化技术弥补了传统喷丸强化工艺的不足 ,具有广阔的应用前景。各国学者认识到这一技术的巨大优势 ,从 Zafred 提出高压水射流喷丸强化工以来便相继开始研究 ,探索各种强化方法 。美国的 Kunaporn 等设计了高压纯水射流喷丸器 ,采用出口带圆柱段的圆锥收敛型喷嘴和扇型喷嘴对70752T6 铝合金进行喷丸强化试验 ,结果表明 :纯水射流喷丸强 化对受喷材料疲劳寿命的影响取决于喷参数 ,即喷射压力 、喷嘴移动速度 、靶距 、着流时间及喷嘴类型等 ,且在相同条件圆 锥收敛型喷嘴比扇型喷嘴产生残余压应力的作用效果好 ,但表面粗糙度值也高 ; 在扇型喷嘴试验条件下疲劳寿命最大提高25%左右。俄罗斯的 ФУДОВИН等研制了电液压脉冲射流喷丸器 ,脉冲放电产生 180 ~360MPa 的脉冲压力 ,使经喷嘴喷出的液体速度达到 150~700mΠs ,作用于零件的被处理面上使之强化 ,经三家机器制造企业工业性试验表明 ,喷丸强化效果显著 ,可适用于任何复杂形状表面。日本的 Hitoshi 等设计了带有加热器的空化射流喷丸器 ,采用圆柱形喷嘴对 SUP7 钢喷丸强化 ,即使上游压力为 20 MPa 时 ,喷丸后材料的疲劳强度也可以提高 10 %左右 。日本开发了自吸式干丸后混合水射流喷丸强化加工设备 ,喷丸器高压水的压力为 100~250 MPa ,玻璃弹丸直径为 0. 05 ~ 0. 20 mm ,已用于本田技研工业公司熊本制作所进行汽车后轴传动齿轮的大批量喷丸强化加工 。笔者基于流体 网络理论计了前混合水射流和前混合自激振荡水射流喷丸强化装置 (系统原理见图 1) ,选用 0. 26~0.35mm 的玻璃丸 ,对2A11 铝合金和 45 # 钢进行喷丸强化试验 ,结果表明 ,在喷射压力为 15 MPa 时 ,两种强化方式均可以获得显著的喷丸强化效果。

目前 ,高压水射流喷丸强化技术的研究刚刚起步 ,理论上有 待发展 ,技术上有待完善 。
3 .高压水射流喷丸强化特点
高压水射流喷丸强化技术与传统喷丸强化工艺相比具有以下特点 :
1)容易对存在狭窄部位、深凹槽部位的零件表面及微小零件表面等进行强化。
2)受喷表面粗糙度值增加很小,减少了应力集中现象,提高了强化增益效果。
3)纯水射流喷丸强化时,工作介质为水,无固体弹丸废弃物,符合绿色材料选择原则,同时,可以实现全覆盖率,且不会由于固体弹丸的破损而降低强化表面的可靠性。
4)水介质和动力源来源广泛,可实现全强度喷丸和同时加工几个表面,比能耗和成本低、生产效率高。
5)喷头体积小,反作用力小,移动方便,易于实现光控、数控及机械手控制,提高喷丸强化质量。
5)整套喷丸装置体积不大,可以装在机动车上进行远距离操作和外场作业。
7)噪声低、无尘、无毒、无味、安全、卫生,有利于环境保护和操作者的健康,可实现绿色喷丸强化。
4.结论
1)高压水射流喷丸强化能有效控制疲劳源的萌生和裂纹的扩展,提高零构件的疲劳强度。
2)水射流喷丸强化技术与传统的喷丸强化工艺相比具有相似的工艺过程和表现形式,强化作用也是由组织强化和应力强化共同完成。
3)水射流喷丸强化过程中力的作用行为取决于射流介质、射流形式和喷射方式。
4)水射流喷丸强化技术先进、优势明显,具有广阔的应用前景。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1191/
 微信联系咨询
微信联系咨询 