我司生产销售激光喷丸强化机、超声波喷丸强化机,并提供激光喷丸强化和超声波喷丸强化加工服务,为客户提供优质金属表面喷丸改性技术代工,下面我们就激光喷丸和超声波喷丸的技术进行进一步分析,比较。
0 前言
激光喷丸与超声波冲击技术都是一 种新型的材料表面强化技术 , 激光喷丸技 术 具 有 高 压 、高 能 、超 快 和 超 高 应 变 率 等 特点 , 具有常规加工方法无可比拟的优 点 , 在制造科学、新材料、高能武器等高技 术领域有巨大的应用前景。而超声波冲击 技术则是通过换能器将电能转化为一种 高频机械振动,直接或者间接地施加在金 属表面使其产生剧烈塑性变形,由于这种 冲击属于高频重复冲击,故应变率很大, 属于剧烈塑性变形,可细化金属表面晶粒 组织,主要用于提高焊接接头的抗疲劳性 和延寿处理。
1 激光喷丸技术
1.1 技术简介
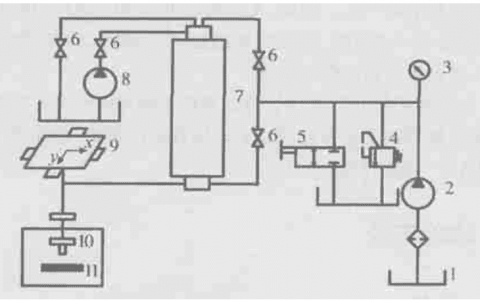
激光喷丸技术是一项新技术,它是用 短脉冲(ns 级)的强激光辐照在表面覆盖 着能量吸收层和约束层的材料上产生冲 击波,当激光冲击波诱导的应力波的峰值 超过材料的动态屈服极限时,材料的表层 将会发生塑性变形,不可回复的塑性变形 导致靶材内残余应力的产生。
众所周知,在实际的工程应用中,很 多金属零件会发生弯曲变形。当金属弯 曲 时 ,金 属 外 表 面 处 于 受 拉 状 态 ,在 拉 应 力的影响下,表面会产生显微裂纹 ; 随着 金属零件弯曲程度的增加,显微裂纹开始 扩展,直到裂纹扩展到零件的整个截面, 最终使金属折断。如车辆中的变速箱齿轮 承 受 扭 转 时 ,齿 轮 根 部 发 生 应 变 弯 曲 。金 属成形和焊接过程中产生的拉应力能使 表面微观缺陷发展为裂纹,从而加速零件 的失效。如果航空设备和核发电站的零件 受 到 载 荷 和 振 动 后 ,发 生 应 力 腐 蚀 ,将 会 造成巨大的则产损失和人身伤亡。开始人 们采用机械喷丸产生残余压应力对金属 零件进行喷丸强化,以提高其使用寿命。 但受弹丸冲击力的影响,机械喷丸产生的 残余压应力的深度是有限的 ( 大约 0. 25 mm) , 机械喷丸后表面产生的凹痕可达到 0. 03 in,这使得金属表面相当粗糙。随着 激光技术的发展,高能激光和材料相互作 用产生的高幅冲击波技术己得到了广泛研究。激光喷丸技术就是利用强脉冲激光 诱导产生的高能冲击波在金属材料表面 改性和成形方面的一个应用。
1.2 工作原理
随着激光技术的广泛应用,人们很快 认识到由激光诱导的等离子体可产生强 烈的冲击。即当短脉冲 ( 几到几十纳秒 ) 的高能量密度 ( 约 200J/cm2) 的激光辐照 金属表面时,金属表面的吸收层 ( 黑漆 ) 吸收激光能量发生爆炸性汽化,汽化后 的蒸气急剧吸收激光能量并形成高温 ( > 10000K) , 高压 (>1 GPa) 的等离子体,等离 子体受到约束层 ( 水或光学玻璃 ) 的限制, 形成高强度压力冲击波,作用于金属表面 并向内部传播。由于这种冲击波压力高达 数个兆帕,其峰值应力远远大于材料的动 态 屈 服 强 度 ,从 而 使 材 料 产 生 密 集 、均 匀 和稳定的位错结构 , 同时冲击波贮藏的弹 性变形能大于材料所需的屈服、塑性变形 能,使表面材料发生屈服和冷塑性变形, 同时在成形区域产生有益的残余压应力, 其能消除工件因机械加工、热处理、焊接、 激光切割、电镀或硬化涂层形成的有害拉 应力,从而提高金属零件的强度、耐磨性、 耐腐蚀性和疲劳寿命。由于其强化原理类 似喷丸,因此这种新型的表面强化技术称 为激光喷丸 (Laser Peening) 在发达的国 家,激光喷丸技术已开始用于零件表面改 性和板料的塑性成形的商业生产。
激光喷丸是利用高功率密度 (109W/ cm2 量级 ) 、短脉冲 (10- 9s 量级 ) 的强激光 穿过透明约束层 ( 水帘 ) 作用于覆盖在金 属零件表面能量吸收层上 ( 黑漆 ), 吸收层 吸收能量而汽化 , 汽化后的蒸汽急剧吸收 激光能量并形成等离子体而爆炸 , 被限制 在约束层和金属表面之间的爆炸物压力 急剧升高,形成向金属板料内部传播的强 应力波 , 当应力波的峰值超过板料的动态 屈服极限,零件表面就会发生塑性变形, 正是不可回复的塑性变形导致板材内部 残余应力的产生。
1.3 影响因素
喷丸的过程与材料的力学性能有关 ;要获得满足激光喷丸成形所要求的冲击波峰值应力对于材料的动态的屈服强度时,对所需的最小的激光功率密度是有要 求 的 ,峰 值 越 高 ,形 成 的 残 余 应 力 层 就 越 深。 因此,激光喷丸的效果不仅与涂层和 约 束 层 有 关 ,还 与 与 激 光 脉 冲 的 能 量 、光 斑尺寸、脉宽、光束模式、板料的力学性能 等因素有关。板料激光喷丸后,表层的残 余压应力的存在破坏了板料内原有力系 的平衡,使板材的芯部产生了拉应力以达 到新的平衡,这种在厚度方向上不均匀的 残余应力又必然产生使板料变形的弯矩, 当沿某一特定的路径喷丸时,力矩就会使 板料发生变形。
2 超声冲击技术
2.1 技术简介
超声冲击 (UIT/UP) 技术由世界闻名 的乌克兰 Paton 焊接研究所在 1972 年最 早提出,并由 Paton 焊接研究所和俄罗斯“量子”研究院共同开发成功,最早用于前 苏联海军船只的降低焊接残余应力,引入 有益的压应力。1974 年,Polozky 等人公 开发表了将超声冲击技术应用于消除焊 缝残余应力的文章。
超声冲击技术是一种高效的消除部 件表面或焊缝区有害残余拉应力、引进有 益压应力的方法。超声冲击设备利用大功 率的能量推动冲击头以每秒约 2 万次的 频 率 冲 击 金 属 物 体 表 面 ,高 频 、高 效 和 聚 焦下的大能量使金属表层产生较大的压 缩塑性变形 ;同时超声冲击改变了原有的 应力场,产生有益的压应力 ;高能量冲击 下金属表面温度极速升高又迅速冷却,使 作用区表层金属组织发生变化,冲击部位 得以强化。
2.2 技术原理
超声波发生器产生频率大于 18kHz 的振荡电信号,通过换能器转换为同频 率的纵波机械振动能量。再通过变幅杆 将换能器微小振幅(一般为 4μm)变换到 20 ~ 80μm,然后借助各种形式的工具头 将振动能量传达到金属材料上。该项技术 的特点是单位时间内输出能量高,实施装 置的比能量(输出能量与装置质量之比) 大。振动频率为 18 ~ 27kHz,振动线速度 可达 2 ~ 3m/s,加速度相当于重力加速度 的三万多倍。冲击头与被处理金属作用时 间极短,高速瞬间的冲击能量是材料表面 温度急剧升高又急剧冷却。这种高频能量 从表面导入材料内部,必然引起材料组织 不均匀的塑性变形和弹性应变。
2.3 影响因素
超声冲击最大的问题是能量输出不稳定,超声冲击可以消除部件表面或焊缝 区 有 害 残 余 拉 应 力 、引 进 有 益 压 应 力 ,使 得冲击部位得以强化,但是由于超声冲击 的性能稳定性差,往往会导致产品批量加 工中出现不合格的产品,或者一个产品的 一部分处理的好,另一部分则处理的不 好,导致部分废品的产生。
在焊接过程中的质量是否稳定跟机 器的配置有很大的关系 , 超声冲击在作业 过程中质量不稳定最主要因素是输出功 率不稳定,以导致无法形成稳定的摩擦热 能 . 而要解决功率问题,最主要决定于 1: 机台输出功率 .2:HORN 扩大比 /3: 气压源 /4: 电压源 .. 等。
豪克能的出现也可以解决超声冲击 的问题,豪克能以其频率高、能量大、聚焦 性好、性能稳定的优势解决了焊接后存在的问题,焊后利用豪克能推动冲击工具以每秒二万次以上的频率沿焊缝方向冲击焊缝的焊趾部位,使之产生较大的压缩塑性变形,使焊趾出产生圆滑的几何过渡,
从而大大降低了焊趾出余高、凹坑和咬边 造成的应力集中 ;消除了焊趾处表层的微 小裂纹和熔渣缺陷,抑制了裂纹的提前萌 生 ;调整了焊接残余应力场,消除其焊接 应 力 ,并 产 生 一 数 值 的 压 应 力 ,同 时 使 焊 趾部位的材料得以强化,大幅度提高焊接 接头的疲劳强度和疲劳寿命。
由此可见,激光喷丸技术和超声波冲 击技术,均是对金属材料表面进行强化的 新型技术。激光喷丸是一种全新的晶粒细 化技术 , 它利用强激光束产生的等离子冲 击波 , 提高金属材料的抗疲劳、耐磨损和抗 腐烛能力,而超声波冲击技术主要用于提高金属材料焊接接头和结构的疲劳性能。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1412/
 微信联系咨询
微信联系咨询