江苏高压水射流喷丸机制造商,生产各类高压水射流喷丸强化去应力设备,文章就我司高压水射流喷丸机,在去除焊接残余应力方面的作用和工艺做具体介绍和分析,欢迎有需要的客户联系我们。
焊接不可避免产生残余应力,对结构完整性造成很大影响。提出利用高压水射流喷丸技术 降低焊接残余应力,并利用有限元法进行计算模拟。分别开发 了模拟焊接 的移动双椭球热源子程 序及模拟高压水射流喷丸 的移动压力载荷子程序 ,得到 了经高压水射流喷丸处理前后焊接残余应 力分布的变化规律。计算结果表明,经高压水射流喷丸处理后,焊缝和热影响区存在 的焊态残余应力得到降低,在焊缝 区已经产生压缩应力。证明高压水射流喷丸具有降低焊接残余应力的效果。
0 引言
焊接是现代生产不可缺少 的加工工艺 ,但焊 后不可避免产生残余 应力 ,对结构完整性产生很 大影响。如何降低残余应力一直是研究的热点 问 题 ,其 方 法 主 要 有 :焊 后 热 处 理 (Post—weldingheattreatment,简称 PWHT)、力学形变法(过载拉 伸 、振 动 时 效 、锤 击 、喷 丸 、爆 炸 处 理 等 )和 温 差 形 变 法 ⋯ 。 PW HT 是 当 前 焊 后 消 除 残 余 应 力 的 最 主 要方法 ,但 目前很多容器都未经热处理直接使用 。 机械作用法虽然应用较为广泛,但这些方法难 以 消除死角部位 (如接管根部 )的残余应力 ,使得断 裂失效往往产生于死角位置。
高压水射流是一种新的表 面强化方法 ,与传 统喷丸相 比具有强化效果好 、成本低 、无污染 、便 于实现 自动化和容易对狭窄 、深 凹槽部位进行强 化 等 诸 多 优 点 j。 2O 世 纪 80 年 代 末 ,Zafred 首 先提 出利用高压水射流进行金属表面喷丸强化的 思想 ,从而开始了高压水射流喷丸强化 技术 的研 究 。国内,董星等 对高压水射流喷丸强化 技术进行 了研究 ,指 出高压水射流喷丸 能使材料 表层产生塑性变形 ,得到理想的组织结构 和残余 应 力 分布 。
文中提出采用高压水 射流降低 焊接残 余应 力,并利用有限元法进行数值模拟,获得经高压水 射流处理前后残余应力 的变化 ,并从机理上进行 解释 ,证明高压水射流是一种 降低焊接残余应力 的有效方法 。
1 有限元模型
1.1 高压水射流降低残余应力过程
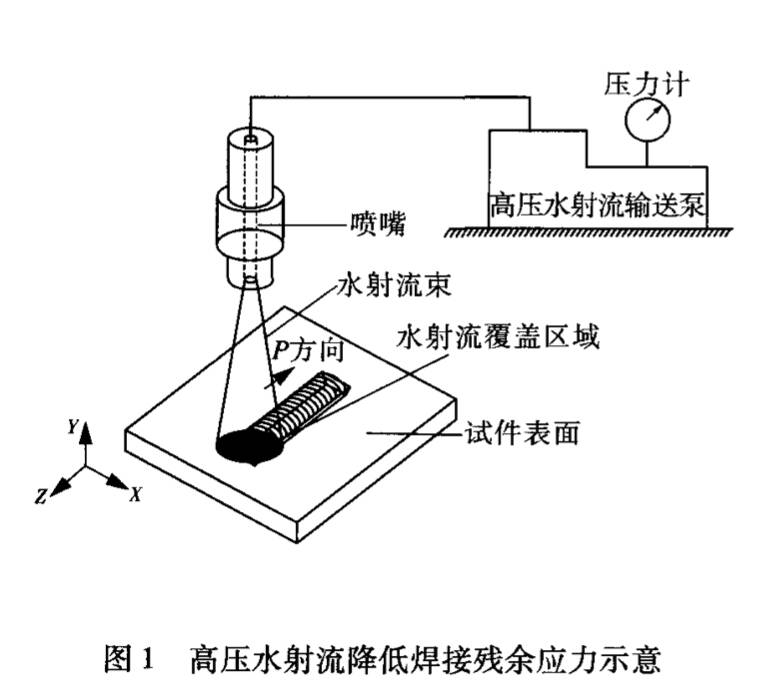
高压水射流是 以水 作为工作介质 ,通过增压系统和特定形状 的喷嘴产生高速射流束 ,形成具 有极高能级密 度 的水射 流束。高压水 射流 降 低残余应力的具体过程如图 1所示。喷头垂直于试样表面 ,并沿着 P方 向平行移动 ,水道 中的水 由超高压泵输送到喷嘴处 ,形成高压 ,经喷嘴后冲击在试件焊缝表面上。

1.2 有限元分析思路
首先对焊接温度场进行模拟,然后计算残余应力,最后对高压水射流冲击焊缝表面进行模拟。由于焊接温度场对残余 应力影 响很大 ,而应力场 对温度场的影响很小,利用 ABAQUS开发出一个 顺次耦合 的计算程序来模拟焊接残余应力 。 首先计算温度场 ,将各节点温度场计算结果输出 到结果文件作为力分析 的预定义场 ,在力分析过 程中,从此预定义场 中读取各节点的温度 ,进行插 值计算得到焊接残余应力场 ;然后 ,模拟移动高压 水射流喷射压力载荷 ,作用在焊缝表面 ,得到高压 水射流处理后的残余应力分布 ,并与高压水射流 处理前 的残余应力进行比较。
1.3 几何模型及网格划分
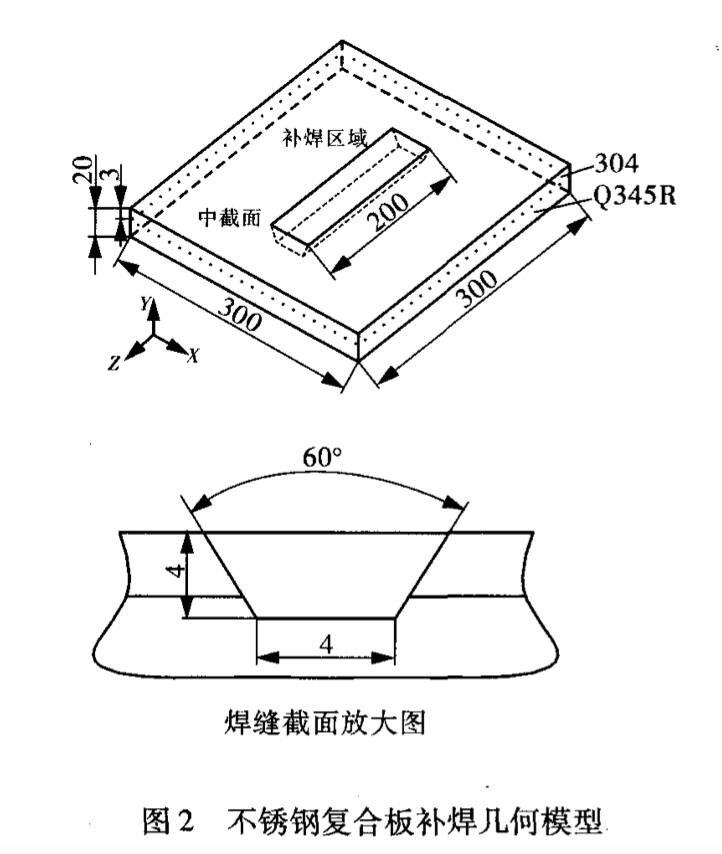
以不锈钢复合板补焊接头为例,如图2所示。复 层 材 料 304 不 锈 钢 ,基 层 材 料 Q345R ,厚 度 分 别 为 3 和 17 mm ;复 合 板 尺 寸 为 300 mm ×30 0 mm × 20mm。在覆层材料中间位置进行补焊,补焊深 度 为 4 m m ,其 中 基 层 刨 深 1 m m ,坡 口 角 度 3 0。
利 用 有 限 元 软 件 ABAQUS,根 据 图 2 所 示 几 何尺寸建立三维模型。利用单元钝化与激活方法 来形成焊缝金属。在焊缝及热影响区 ,残余应力 比 较 大 ,网 格 划 分 较 为 密 集 ,在 远 离 焊 缝 的 区 域 , 网格较为稀疏 。图 3示 出了网格划分模式 ,共有 55575 个 节 点 和 49728 个 单 元 。 温 度 场 采 用 D C 3 D 8 单 元 ,应 力 场 计 算 采 用 C 3 D 8 单 元 。 热 分 析和力分析采用相同的单元和节点 。
1.4 材料参数
材料参数的选取需要考虑焊接过程随温度变化的效应,并且假定材料在高温状态下,物理性能不变。计算焊接温度场和残余应力场所需 物 理 性 能 和 力 学 性 能 参 数 ,焊 接 采 用 手 工 电 弧 焊 ,电 流 155 A ,电 压 25 V ,焊 接 速 度 2.5 mm/s,焊 接 热 效 率 取 0.85。
1.5 边界条件和初始条件
在焊接温度场 中,模 型外表面为对流和辐射边界条件,对流系数取 10W/(m ·K),辐射发射 率 取 0.85,初 始 温 度 取 20 °C 。
在残余应力分析和水射流分析 中,在不锈钢 复 合 板 底 部 4 个 端 点 约 束 其 所 有 自 由 度 ,限 制 焊 件的刚性移动。
1.6 温 度 场 模 拟
采 用 标 准 的 Goldak 双 椭 球 热 源 模 型 ,它 由 前 后 两 个 1/4 的 椭 球 组 成 ,数 学 表 达 式 如 下 :
模型前半部分椭球的体热流密度分布为 :
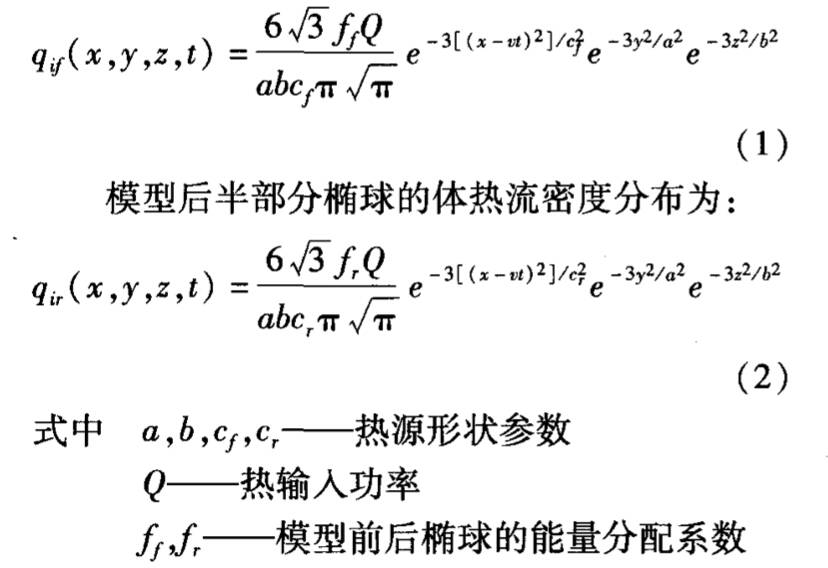
将电弧看成辐射状对称并成双椭球分布作用 于焊缝表面,用 FORTRAN语言编写热源子程序DFLUX,在 ABAQUS中调用该子程序进行计算。 随着时间t的变化,电弧中心沿焊缝表面做直线 移动,实现了热源的移动,进行热分析,得到焊接 温 度 场 。
1.7 残余应力计算
在残余应力分析过程 中,将各节点温度场计算结果输 出到结果文件作为力分析 的预定义场 , 再从预定义场 中读取各节点的温度 ,进行插值计 算 得 到 焊 接 残 余 应 力 场 。
假定总应变可表示成 :
由胡克定律可计算 出弹性应变 ,塑性应变服 从 Mises屈 服 准 则 以 及 各 向 同 性 强 化 模 型 ,热 应 变根据热膨胀系数计算。
1.8 高压水射流模拟
高压水射流对试样的作用力随着冲击半径增 大 而 减 小 ,直 至 为 零 。 其 分 布 曲 线 如 图 4 所。
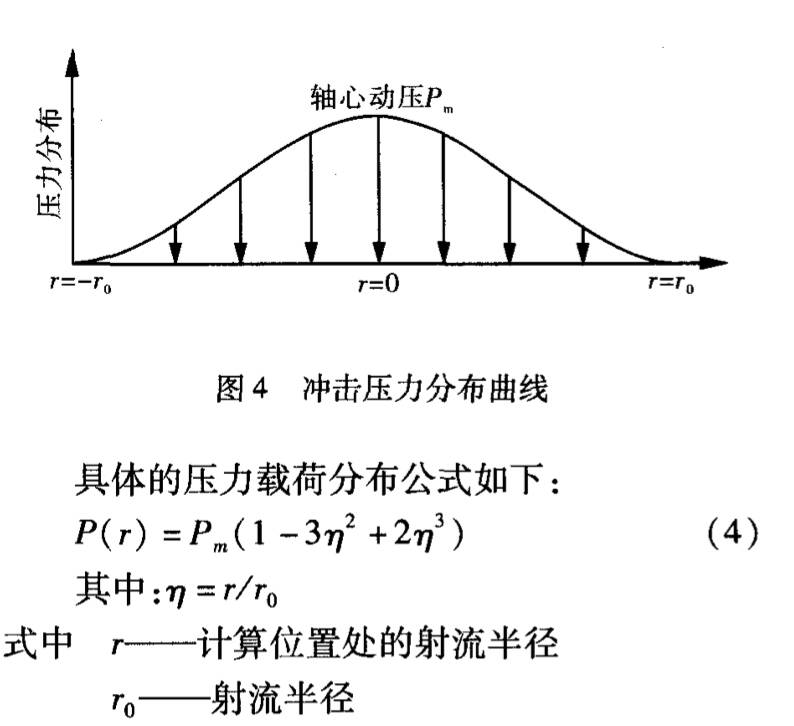
将高压水射流冲击过程看成是一具有函数分布的分布力加载在焊缝表面。用 FORTRAN语 言,将式(4)编写为一个三维的高压水射流移动 载荷子程序 DLOAD,在 ABAQUS中调用该子程 序进行计算 ,得到经高压水射 流处理的残余应力 分布。
本次模拟计算取喷嘴直径为 1mm,射流喷丸 压 力 为 500 MPa,则 根 据 文 献 计 算 得 射 流 作 用 于 复 合 板 上 的 冲 击 半 径 为 1.291 mm ,射 流 作 用 于复合板上的冲击 中心处轴心动压 P =500 MPa。取与实际喷丸条件吻合,取射流冲击半径 为 1 .3 m m ,本 次 模 型 中 焊 缝 宽 度 8 .6 m m ,为 使 水射流能够加载完在整个焊缝区域,可将高压水射流沿不重复路线冲击7次。
为简化计算,提出以下基本假设”:(1)忽略射流基本段横向速度的影响;
(2)射流垂直冲击试件表面,对试件施加的是非线性轴对称面分布载荷;
(3)忽略射流冲击持续时间的影响,以准静态压力分布代替瞬态冲击压力分布;
(4)受高压水射流冲击的覆材和基材为均质的各向同性体。
2结果与分析
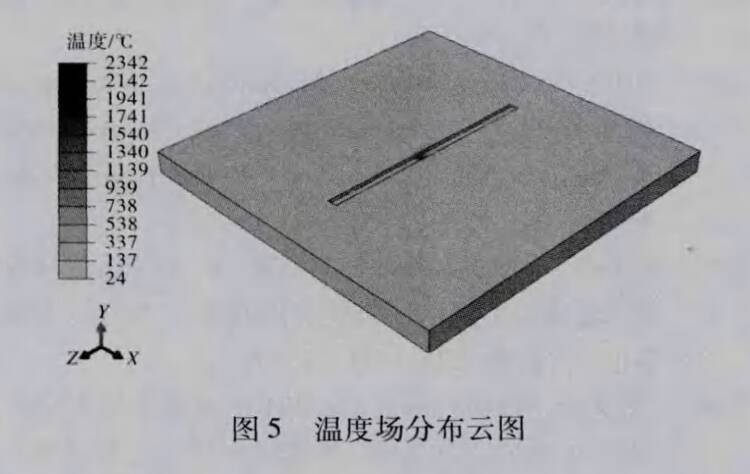
图5示出了某时刻焊接温度场分布云图。焊缝中心最高温度为2342 ℃,整个焊缝区域温度均已超过熔点,这说明计算模拟与实际的熔池和热影响区尺寸大致相符。远离焊缝中心,温度逐渐降低。
分别定义沿x,y和z方向的残余应力分别为横向应力o,厚度应力o,纵向应力0.。由于厚度方向应力。,很小,因此不对其进行分析。图6,7分别示出了模型在高压水射流加载前后o,和0,分布云图。从图中应力颜色变化很明显可以看出,焊缝及热影响周围区域表面的残余应力得到了大大降低,说明高压水射流能够降低焊接残余应力。
图8示出了高压水射流加载前后焊缝表面残余应力分布。在焊态下,焊缝及热影响区产生了较高的残余拉应力。在焊缝区域,最大横向和纵向应力分别为198和288 MPa,在热影响区,最大横向和纵向应力分别为223和269 MPa。这是由于焊接热输入引起材料不均匀局部加热,熔池高温区材料的热膨胀受到周围材料的限制,产生不均匀压缩塑性变形,在冷却过程中,已发生塑性变形的这部分材料受到周围材料的制约,而不能自由收缩,形成了拉应力。远离焊缝和热影响区,应力逐渐降低。

从图8可以看出,经高压水射流作用后,残余应力得到降低。在焊缝区,横向应力降低到-18.9 MPa以下,最大降低至-46. 7 MPa,最大1降低幅值达到216.8 MPa,平均降低了122.2%;纵向应力降低到68.9 MPa以下,最大降低至-66.1 MPa,最大降低幅值达到354.0 MPa,平均降低了103.4%。在热影响区,横向应力降低到66.1 MPa以下,最大降低至-7.2 MPa,最大降低幅值达到215.4 MPa,平均降低了88.7% ;纵向应力降低到104.3 MPa以下,最大降低至93. 5MPa,最大降低幅值达到175.8 MPa,平均降低了
60.9% 。
由以上分析可知 ,经高压水射流处理后 ,焊缝 表面及热影响区的残余应力得到了很大程度的降 低 ,在焊缝区已经产生了压缩应力 ,有效控制了疲 劳源 的萌生 和裂纹 的扩展 。
图9示出了焊缝表面在高压水射流处理前后 的等效塑性应变分布。可以看出,经高压水射流 处理后的焊缝区表面等效塑性应变增大。高压水射流处理作用在内部存在残余拉应力的不锈钢复 合板表面上 ,其携带 的巨大冲击压应力在材料表 层产生足够的塑性变形 ,由此残余应力得到松弛。
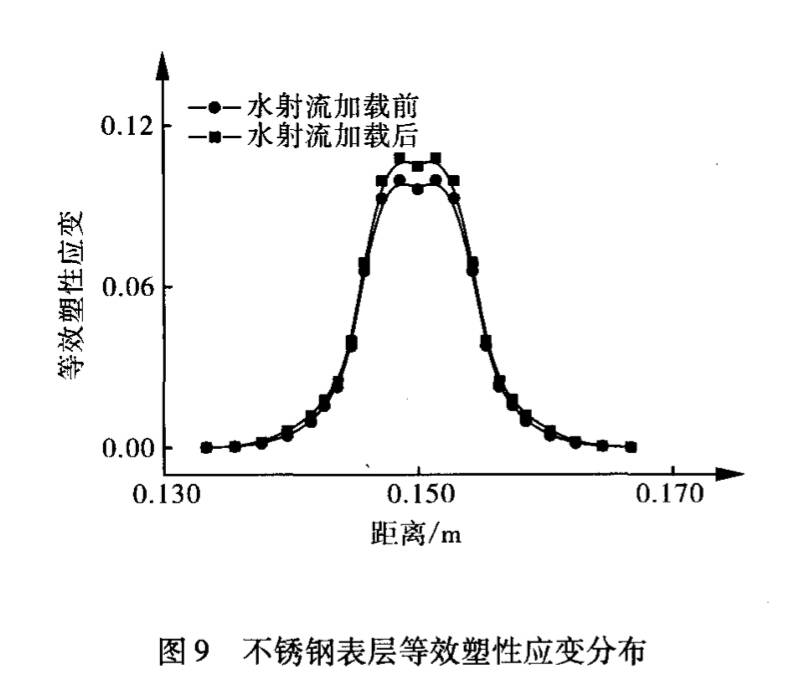
水射流高速撞击材料表面,材料表面吸收这种能量后 ,在微观上必然伴随位错结构的改变 ,位 错在切应力的作用下运动,使 晶体 内的位错发生 滑移 ,产生强烈的塑性变形 ,晶体内的位错发生反 复的滑移和攀移 ,导致金属晶格发生畸变和严重 的塑性变形。金属晶体通过位错运动产生的微观 塑性变形又会使峰值残余应力得 以释放 ,从宏观 的表现形式上来看 ,残余应力就会得到重新分布 , 故应力水平大大降低且均匀化 ,即构件 的残余应 力得到释放。
3 结语
通 过 有 限 元 软 件 ABAQUS,建 立 了 不 锈 钢 复 合板三维有限元模型 ,编写了双椭球热源及高压 水射流移动载荷子程序 ,得到了经高压水射流处 理前后不锈钢复合板表面横 向和纵 向的残余应力 分布规律。计算结果表明,经高压水射流处理后 ,焊缝及热影响区表面的残余应力得到明显降低, 在焊缝区已经产生了压缩应力 ,证 明高压水射流 是降低焊接残余应力的有效方法 。
我们从事高压水射流喷丸强化设备等研制与制造,可以根据客户具体要求配置方案,为客户提供高性价比的高压水射流喷丸强化机。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1475/
 微信联系咨询
微信联系咨询 