采用陶瓷弹丸对 DD6单 晶高温合金进行 喷丸 ,研究喷 丸后 DD6单 晶表面形貌 、表面 粗糙度 、表 面层 组织 结构 、显 微 硬度等表面完整性性能变化 。结果 表明 :喷丸后 ,DD6单晶表面完 整性性能发 生较大变 化 ,表 面层 组织产生 严重塑 性 形变,表面粗糙度R 升高,然而,采用特定参数喷丸后,表面粗糙度上升的同时,表面应力集中系数反而下降。喷丸后 DD6单 晶表面 7相和 7相均发生剧烈 的位错增 殖 ,起 到组织 强化 的作用 。两 种工艺 喷丸后 ,表面显 微硬度 HV基本 一 致,达到620,比原始的磨削表面提高44 ,加工硬化显著。
涡轮转子叶片是航空发动机 的关键部件,叶片材 料经历了变形高温合金、铸造等轴晶高温合金、定向凝 固高温合金和单晶高温合金的发展历程 。国外先进航 空发动机都采用单晶高温合金作为涡轮转子叶片材 料。DD6单晶高温合金(简称DD6单晶)是北京 航空材料研究院自主研制的第二代单晶合金,Re含量 较低,具有优异的铸造性能和高温强度,是国内航空发动机涡轮转子叶片的重要材料之一 。 在高温服役的过程 中,叶片榫头与榫槽之间的接 触应力 ,转动过程的离心作用和热应力的交互作用使 叶片处于复杂交变应力状态 ,加之发动机服役时容易发生高频振动,使叶片承受高周疲劳作用。喷丸强 化作为提高合金疲劳性能的工艺方法 ,在 国内外航 空领域得到广泛使用 。目前,喷丸强化技术在超高强 度钢。铝合金 、钛合金。和等轴晶高温合 金构件上得到了广泛研究和应用 ,而对定 向高温合 金和单晶高温合金叶片这类各向异性材料的高温构件 的 喷 丸 强 化 研 究 起 步 较 晚 。 高 玉 魁 对 D D 6 单 晶 进 行喷丸前后疲劳寿命 的对比,结果表明喷丸可提高 DD6单晶在 650°C和 760°C下的疲劳寿命,但对喷丸 前后表面完整性变化涉及较少 。
陶瓷丸是一种新型喷丸介质 ,模量和硬度大,破损率低,美国和法国将陶瓷丸作为非铁基构件的主要喷丸介质[161 ,应用于航空和汽车工业;在国内该喷丸介质还没有推广应用。因此,本工作利用陶瓷丸对DD6合金进行喷丸处理,研究陶瓷丸喷丸对合金表面完整性的影响,为DD6合金零件喷丸强化技术的应用提供技术基础。
1实验
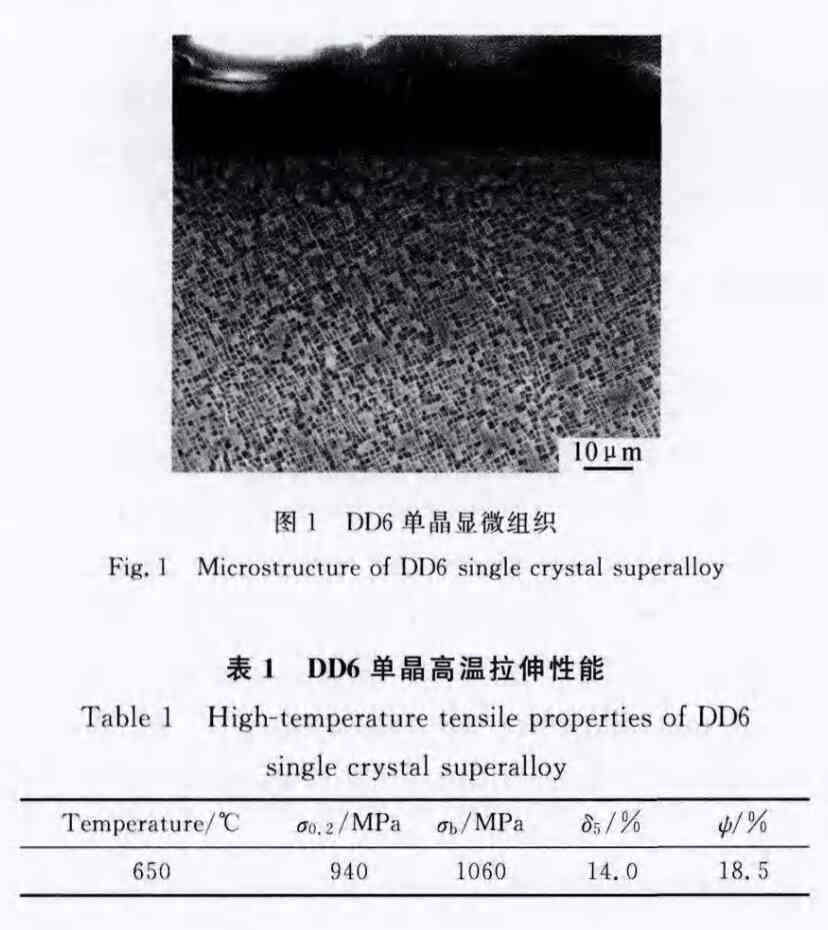
实验材料是经过完全热处理的DD6单晶。热处理状态: 1290°C ✖️1h+ 1300°C ✖️2h+ 1315°C✖️4h,空冷+1120°C✖️4h,空冷+870°C✖️32h,空冷。DD6单晶的生长方向为(001)方向。经过热处理的DD6单晶合金显微组织为r基体相和r强化相组成(图1)。DD6单晶的650°C高温拉伸性能如表1所示。
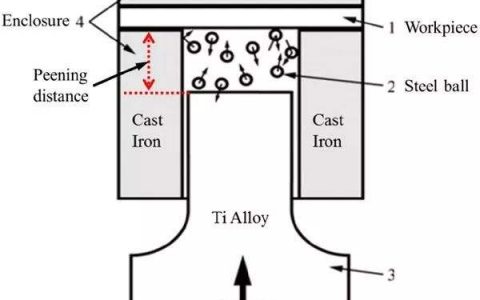
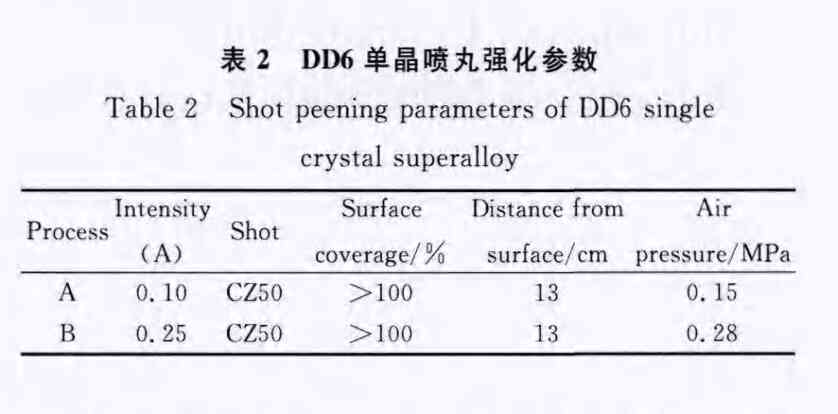
试样为表面经过精磨的20m✖️ 10m✖️ 8mm方形试块。在气动式喷丸机上,按照航空工业标准HB/Z 26-2011,采用陶瓷丸CZ50对DD6单晶试样进行喷丸,工艺如表2所示。
采用Phase shit MieroXAM白光干涉仪观察喷丸前后试样的表面形貌:采用Quanta 600扫描电镜观察喷丸前后DD6单晶剖面的组织形貌;采用TEM-200透射电镜观察喷丸前后试样表面层(距表面50μm)的位错组态,透射电镜样品是从喷丸样品的表面切取,用1200号细砂纸磨成薄片,随后进行双喷电解减薄。电解液为34%(体积分数,下同)正丁醇+6%高氯酸+ 60%甲醇溶液,液氮冷却;采用FM-700显微硬度计测试喷丸后试样剖面的硬度梯度分布。
2结果与讨论
2.1表面形貌
图2为喷丸前后DD6单晶表面形貌。:可知,喷丸前原始精磨试样表面存在平行的细小刀痕(图2(a))。喷丸后,DD6单晶表面发生塑性形变,刀痕基本消除,表面呈现细小褶皱、凸凹、碾压等特征(图2(b),(c)),为高速弹丸喷射到试样表面后所产生塑性变形后的特征。经过工艺B喷丸后表面变形明显大于工艺A,说明表面塑性形变的程度与喷丸强度正相关。由于DD6单晶合金磨削后表面硬度(HV430左右)远小于陶瓷弹丸的表面硬度(HV724以上),且原始表面经过精磨表面粗糙度很低(R, =0.401um),因此赘丸强化后,表面粗糙度有所上升,工艺A喷丸后达到0.803um,而工艺B喷丸后达到1. 112um。
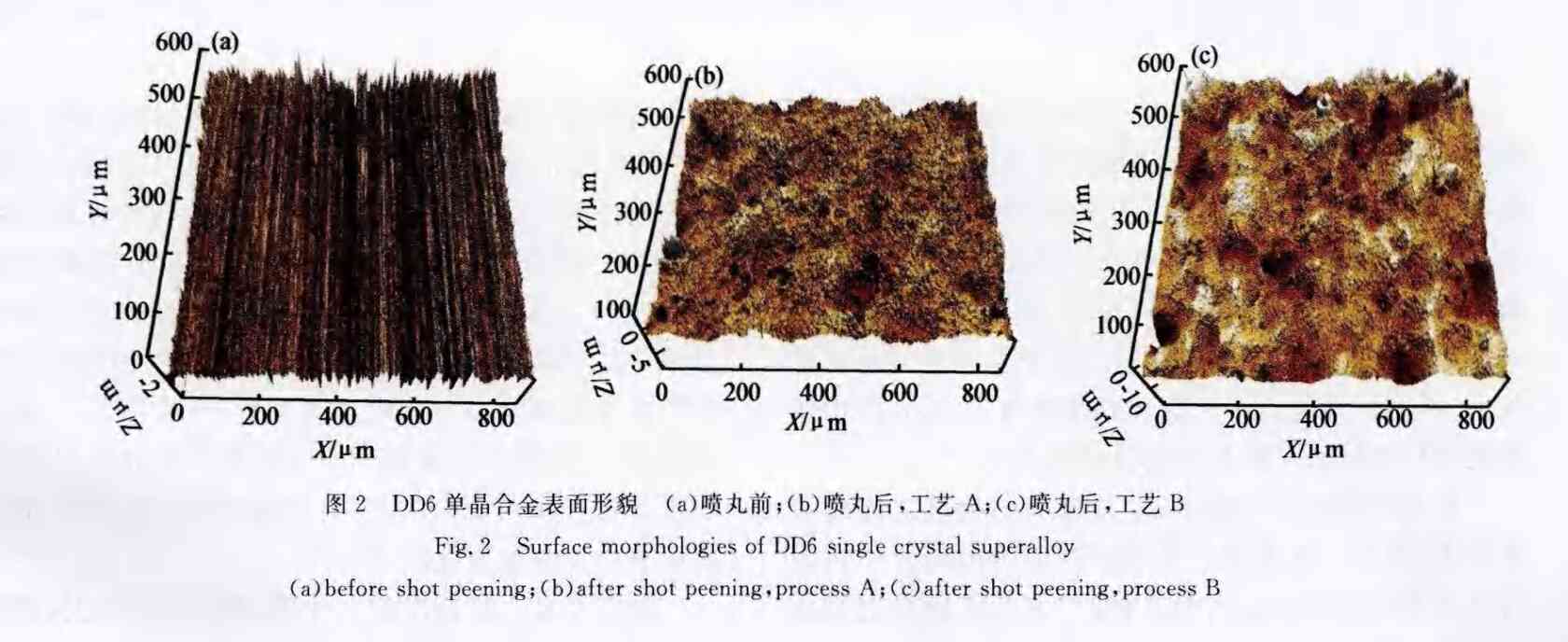
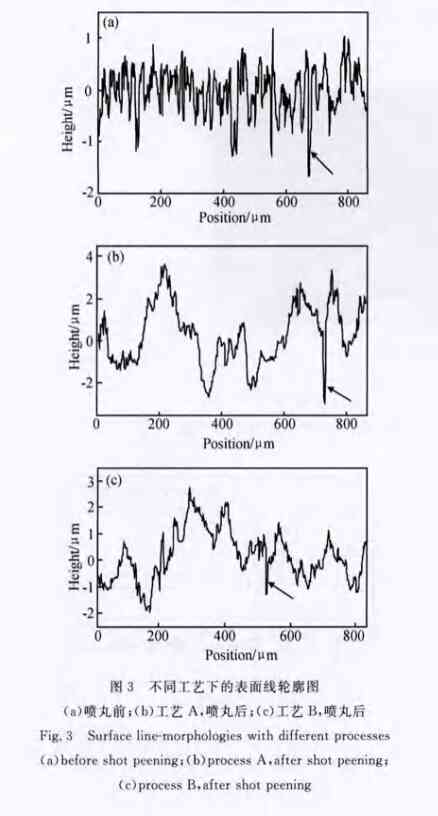
图3为不同工艺下的表面线轮廓图。可以看出,经过磨削之后,表面尖端圆角曲率半径很小;而经过喷丸强化后,表面尖端圆角曲率半径明显增大,这一-结果有利于缓解表面应力集中,有利于提高疲劳性能。
经过喷丸后,DD6单晶表面粗糙度提高,加剧表面应力集中,但同时表面尖端曲率半径明显增大,可从-定程度上缓解应力集中,因此,从表面形貌上分析、DD6合金经喷丸强化后,由表面粗糙度增大和尖端曲率半径增大两个因素共同影响着其表面完整性。。
表面形貌变化对于疲劳性能的影响可以采用应力集中系数来表示,应力集中系数越大,导致实际受力增大,疲劳寿命降低。Li等通过Kt=1+2.1X(Rt,/S),(Kt为实际应力集中系数,Rt为峰谷高度差,S为两个相邻峰的半宽(尖端圆角半径的一种表示)),对比两种喷丸工艺与原始试样的表面应力集中系数,分析喷丸弹坑和刀痕对于应力集中的影响。当峰谷高度差R较大,而S较小时,应力集中系数较大,该位置可能为疲劳裂纹萌生位置。观察图3,不能“起伏”间峰谷高度差变化幅度较小,而每一个弹坑(刀痕)的S差别较大,因此,在计算中应选择S较小的轮廓,如图3中箭头标注的位置。
结合图3可知:工艺A喷丸时,S约为8um,Rt =|Rmin|+|Rmax|=6.3um,则Kt= 2. 65;工艺B喷丸时,S约为7um,Rt=|Rmin|+|Rmax|=2. 8um,则Kt=1.84;对于未喷丸式样,S约等于5um,Rt=|Rmin|+|Rmax|=2. 5um,则Kt=2.05。从以上计算可知,工艺B喷丸后表面的应力集中系数反而低于磨削表面。对Ti60钛合金的喷丸强化研究中也得到过同样的结果。因此,不能简单地从表面粗糙度R,增大,推断出喷丸后表面应力集中系数增大,对于DD6单晶,采用工艺B喷丸后,表面应力集中反而降低。
2.2表面层组织结构
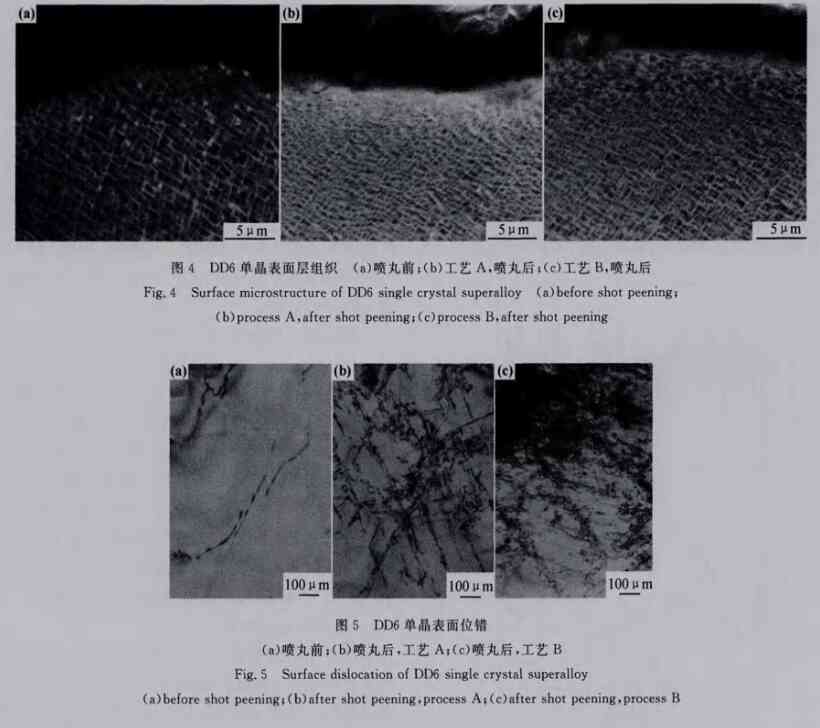
经过完全热处理状态的DD6单晶是由基体相Y和沉淀强化相γ组成。图4为DD6单晶喷丸前后表面层组织。从图4可知,无法从扫描电镜中观察到磨削表面明显的表层塑性变形,而经过喷丸强化后,表面大约5~10μm的区域内塑性变形很强烈,基本已经无法观察到这个区域内的组织形貌。图5为DD6单晶表面位错结构。可知,原始的DD6单晶表面(图5(a))观察到的位错密度很低,且分布在基体γ相上,形态为由热处理产生的自由位错线,没有观察到在γ’强化相上的位错:图5(b)是经过工艺A喷丸强化后的DD6 单晶表面组织,在小强度喷丸后,DD6单晶表面位错密度有所增加,出现了一定量平行的位错,这是喷丸时某特定滑移面发生滑移的结果。此外,在沉淀相r’内也有一定数量的位错:图5(c)是经过工艺B喷丸强化后的DD6单晶表面组织。大强度喷丸强化后,观察到平行位错墙结构,且位错增殖非常强烈,主要的增殖位个错都产生在基体γ相和沉淀相γ‘的相界面上,沉淀相γ’内产生了相当数量的位错,没有观察到位错胞或亚晶结构。镍基单晶合金存在两相微观结构,其疲劳裂纹扩展行为的微观断裂模型的建立则以基体r和沉淀相y中的位错运动为基础。造成(111)八面体晶面滑移系发生滑移破坏的主要因素是切应力。由于晶面滑移产生的位错墙和大量喷丸增殖位错的存在,使八面体晶面滑移更加困难,交变应力需要更高的能量才能滑移,Y相和y相界面存在的高位错密度提高了裂纹扩展所需的能量,有效阻碍裂纹扩展。 因此,从表面层组织分析,喷丸对DD单晶产生了增殖位错强化作用。
2.3显微硬度
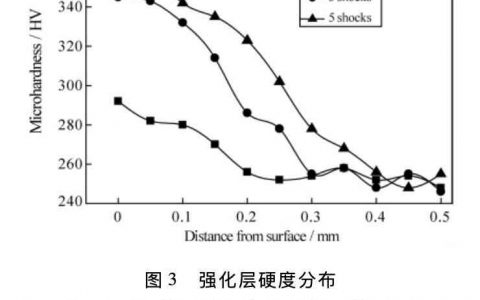
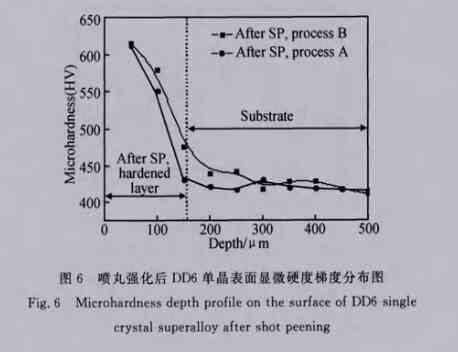
图6为喷丸强化后DD6单晶试样截面的显微硬度梯度图。可知,在大于300um的区域,显微硬度HV基本维持在430左右,为DD6单晶的基体硬度。经过喷丸强化后,DD6单晶表面存在- -层硬度显著提高的喷丸硬化层。硬化层的深度随着喷丸强度的增大而增加。两种工艺喷丸后,单晶试样的表面显微硬度HV基本-致,达到620,比基体的表面显微硬度提高了44%。表面硬度反映了表面加工硬化程度,也是组织结构变化的力学响应。表面硬度变化主要来源于喷丸带来的形变加工硬化。越接近表面的位置,由于喷丸产生的塑性形变量越大,位错增殖也越剧烈,加工硬化效果越明显,因此,在显微硬度实验中也表现出较高的硬度值。
3结论
(1)喷丸强化后DD6单晶表面产生强烈塑性变形,表面粗糙度有所增加,但表面尖端圆角曲率半径也随之增大,两个因素共同影响着DD6单晶的表面完整性。相比原始试样的磨削表面,采用工艺B喷丸后,表面粗糙度上升,表面应力集中反而下降。
(2)喷丸强化后DD6单晶表面γ相和r’相均发生剧烈的位错增殖效果。小强度喷丸后,表面位错呈平行排布;而经过大强度喷丸后,位错增殖,并观察到晶面滑移产生的平行位错墙结构,起到组织强化的作用。
(3)两种工艺喷丸后,表面显微硬度HV都达到620;比原始的磨削表面提高44% ,加工硬化显著。
我司专业从事喷丸强化设备制造,喷丸工艺验证,喷丸强化加工等表面强化处理设备和技术服务,欢迎有需要的客户联系咨询。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1745/
 微信联系咨询
微信联系咨询