目前,钢板涂装前的表面处理主要采用酸洗和干式抛丸,酸洗污染环境,酸洗板有过酸洗、欠酸洗 等缺陷;干式抛丸粉尘大、除鳞效果差、效率低。介绍了一种湿式抛丸除鳞新工艺,能有效解决上述问题。处 理后的钢板表面粗糙度对涂装质量有较大影响,作者研究了湿式抛丸工艺中钢砂粒度、钢板强度、处理时间、 抛射速度等工艺参数对粗糙度的影响规律,并研究了除鳞后的钢板采用平整处理对粗糙度的影响规律,结果 可用于指导湿式抛丸处理。
1 引言
涂装是工程机械产品制造工艺中的一个重要工序,其主要目的是实现设备的防腐、装饰和标识 性能。涂装前必须对钢板表面进行预处理,以除 去钢板表面的铁锈、杂质等获得干净的表面,同时 毛化表面,提高涂层与基体的结合力。
常用的钢板表面预处理方法有化学除锈法和机 械 除 锈 法。 化 学 除 锈 法 通 常 指 “酸 洗 法 ”,酸洗法处理的钢板表面粗糙度低,但存在污染环境、易腐蚀设备、损害操作人员身体健康等缺点。
机械除锈法多采用干式抛丸法,抛丸法处理的钢板 表面粗糙度大;除鳞率低;除鳞效率低;产生的大量 粉尘难以从磨料中彻底分离,易粘附在工件上,影响 表面质量;会升高金属板带的温度,引起变形等[6]。
2 湿式抛丸工艺
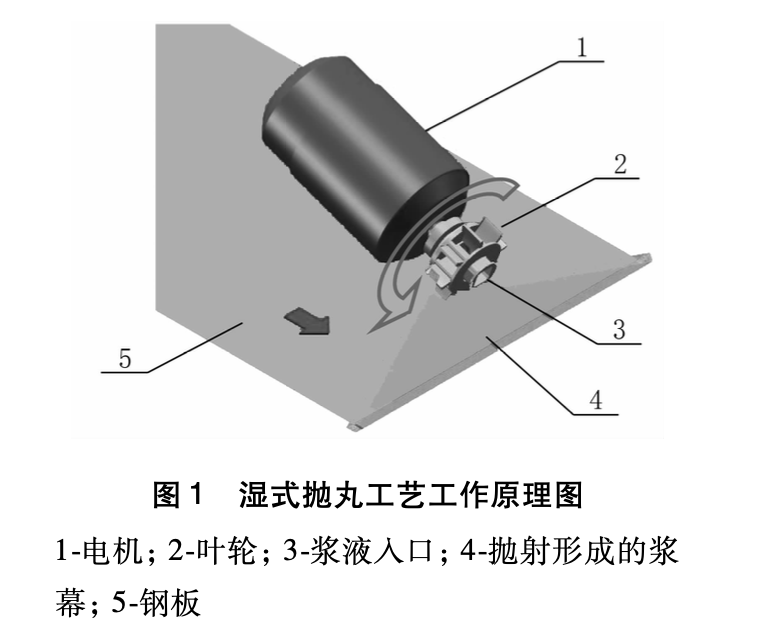
世界各国都在提倡清洁生产,倡导生产过程 绿色化,传统的酸洗工艺已经被列为落后工艺,国外在20世纪60年代普遍淘汰酸洗工艺,而抛丸工艺满足不了高质量表面和产能要求。为了能够克服上述工艺缺陷,开发了一种湿式抛丸新工艺,其原理是将水与磨料均匀混合的浆液输送 至 抛 丸 器 ,经 抛 丸 器 加 速 ,高 速 抛 射 至 钢 板 表 面 , 以机械打击方式清除钢板表面的氧化层,其无尘、 无污染,是一种环保、高效的钢板表面除鳞技术,工作原理如图 1。

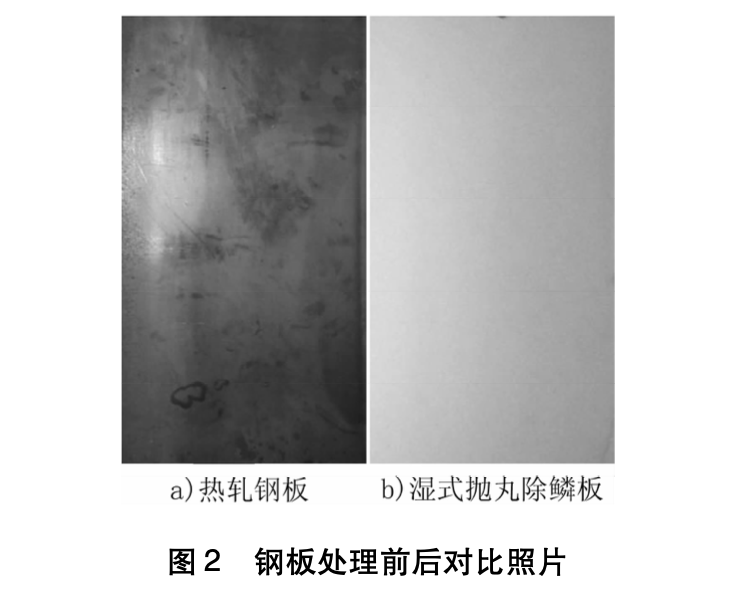
采用湿式抛丸法除鳞,可获得均匀干净的钢 板表面。图 2 为湿式抛丸工艺除鳞前后钢板表面 对比图,热轧板经过湿式抛丸后,表面氧化层清理 效果明显,光泽均匀;EDS 能谱分析结果显示(见 图 3),热轧钢板经湿式抛丸除鳞后,氧元素消失, 表明氧化层已被彻底清除。
采用湿式抛丸法除鳞,可获得均匀干净的钢 板表面。图 2 为湿式抛丸工艺除鳞前后钢板表面 对比图,热轧板经过湿式抛丸后,表面氧化层清理 效果明显,光泽均匀;EDS 能谱分析结果显示(见 图 3),热轧钢板经湿式抛丸除鳞后,氧元素消失, 表明氧化层已被彻底清除。
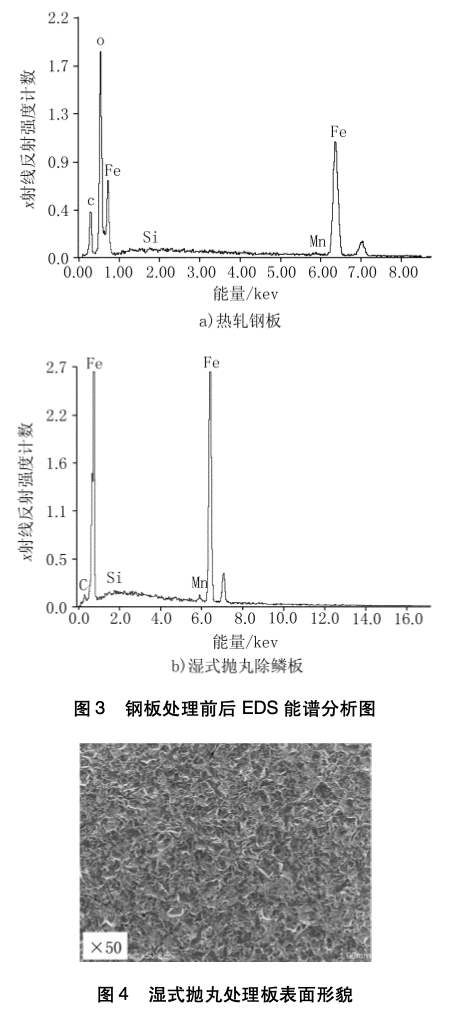
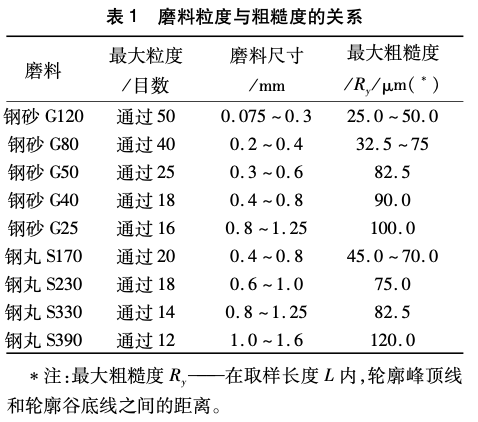
图 4 为处理钢板表面放大 50 倍形貌照片,经 磨 料 打 击 后 ,钢 板 表 面 产 生 微 小 的 凹 坑 、犁 沟 ,粗 糙度相比酸洗板有所提高。
钢板表面粗糙度太小不利于涂膜附着力的提高 ,但 粗 糙 度 过 大 ,会 使 涂 膜 分 布 不 均 匀 ,导 致 波峰 处 膜 厚 不 足 ,易 引 起 “点 锈 ”,而 在 波 谷 凹 坑 处会截留气泡成为涂膜起泡的根源,这些均会影响涂 层 质 量 ,涂 层 的 耐 腐 蚀 性 能 降 低。 因 此 ,如 何控制钢板表面粗糙度是湿式抛丸除鳞工艺应该重点考虑的一个问题,实验中,通过改变多种工艺参 数,以及采用后处理设备对钢板进行处理,研究粗 糙度变化规律。
3 粗糙度控制
3.1 磨料颗粒度及原材料对粗糙度的影响
湿式抛丸除鳞过程实际上是磨料颗粒不断打击被清理表面的过程,磨料的动能为:
E = 1/2(mv*v)
式中 m—颗粒质量; v—颗粒速度。
由公式(1 )可见:磨料颗粒大小及密度决定了打击效率和粗糙度的大小。磨料颗粒大、密度 大,动能就大,表面粗糙度也大,但颗粒数 /质量比 小,在单位时间内对钢板表面冲击次数较少;相 反,磨料颗粒小、密度小,动能就小,造成的粗糙度 也小,而颗粒数 /质量比大,在单位时间内对钢板 表面冲击次数多,覆盖率高,见表 1 。
湿式抛丸工艺采用钢砂与水的均匀混合浆体 作为介质。不规则形状的钢砂与钢丸相比,清理 效 率 高 ,工 件 亮 度 大 ,清 理 更 彻 底 ,但 表 面 粗 糙 度 略高;与非金属磨料相比,它的优势更加明显: 1金属磨料使用寿命长,清理成本低(1t 钢砂的工作量相当于 200t 石英砂的工作量),经济效益 明 显 ;2 可 进 行 砂 尘 、砂 水 分 离 ,有 利 于 环 保 和 工 人身体健康;3金属磨料的硬度、粒度和颗粒状形 状都有很大的选择范围,实际使用时可以采用钢 丸 、钢 砂 、钢 丝 切 丸 混 合 搭 配 的 办 法 ,使 表 面 处 理 质 量 (包 括 清 洁 度 与 粗 糙 度 )可 得 到 保 证。
钢板处理后表面粗糙度 Ra 值一般不能大于 底漆的厚度,应控制在涂层总厚度的 25% ~30% 范围内。通常电泳漆膜厚度在 15μm ~30μm之间,则粗糙度Ra 应控制在3.75μm~9.0μm,结 合表2并依据GB/T1031中Ra与Ry关系,应选 择 G40 ~G120 规格范围的钢砂。

生产过程中,在满足表面粗糙度要求的前提 下 ,尽 可 能 选 用 较 大 的 钢 砂 ,以 提 高 清 理 效 率 ,最 好使用级配钢砂,即由不同名义尺寸的钢砂混合 组成,可同时兼顾冲击力和覆盖率。实验采用两 种级配钢砂方案:一是由 50%G80 +50%G120 组 成;二是由 50%G50 +50%G80 组成。
实验中抛丸器设定转速 1600r/min,在此条件 下采用两种级配钢砂,对不同强度的钢板进行处 理,以除鳞率达到 Sa3.0 为标准,测量最终的钢板 表面粗糙度,实验用钢种及强度如表 2。两种级 配钢砂方案对不同强度钢板除鳞的最终粗糙度曲 线如图5。
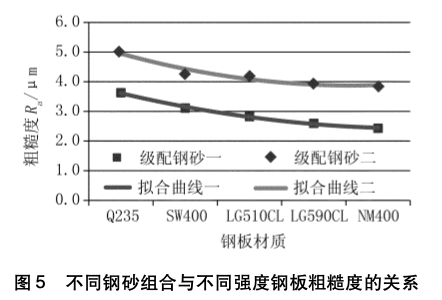
从 统 计 数 据 看 ,相 同 的 钢 种 ,钢 砂 颗 粒 度 小 , 粗糙度也小;采用同一级配钢砂处理,高强度的钢 板,抵抗冲击载荷的能力强,钢砂冲击所形成的凹 坑小,粗糙度低,而低强度的钢板粗糙度大。
3 .2 处理时间对粗糙度的影响
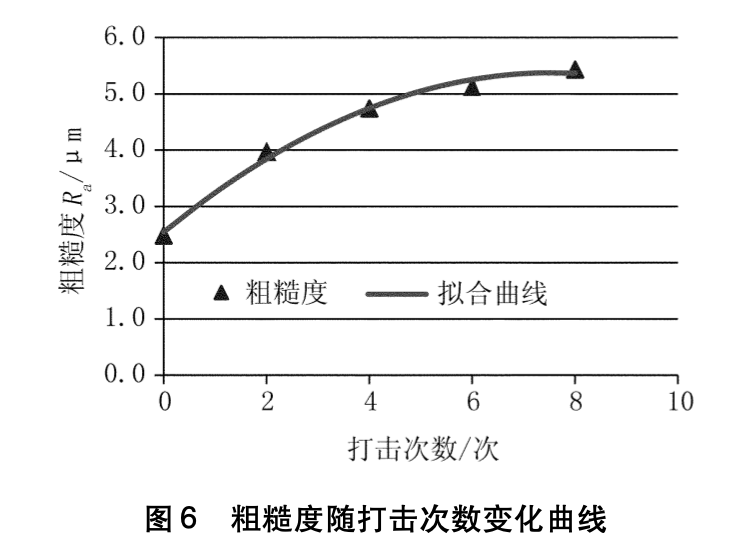
实验中发现,随着打击次数的增加,钢板表面粗糙度也不断变化,最后趋于稳定。采用 50% G50 +50%G80 级配钢砂对 Q235 材质钢板进行 除鳞,以除鳞彻底达到 Sa3.0 为标准,最终表面粗 糙度约为 Ra5.5μm,粗糙度随打击次数变化曲线 如图6。
3 .3 抛射速度对粗糙度的影响
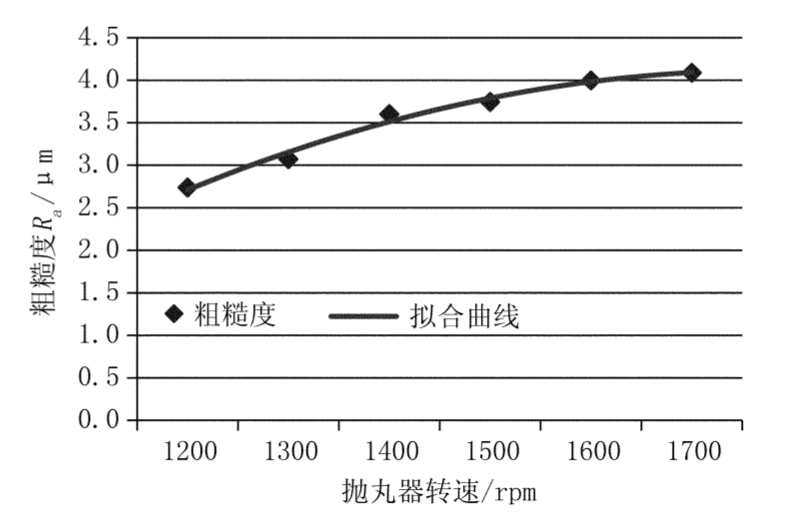
由公式(1 )可见,除磨料颗粒大小是影响粗糙度的因素之一外,抛射速度对粗糙度的影响更 大。在相同的条件下,抛射速度以抛丸器转速代 替,采用 50%G50 +50%G80 级配钢砂对 Q235 材 质钢板进行除鳞,以除鳞彻底达到 Sa3.0 为标准, 测得粗糙度与抛射速度的关系曲线如图 7。
3 .4 平整对粗糙度的影响
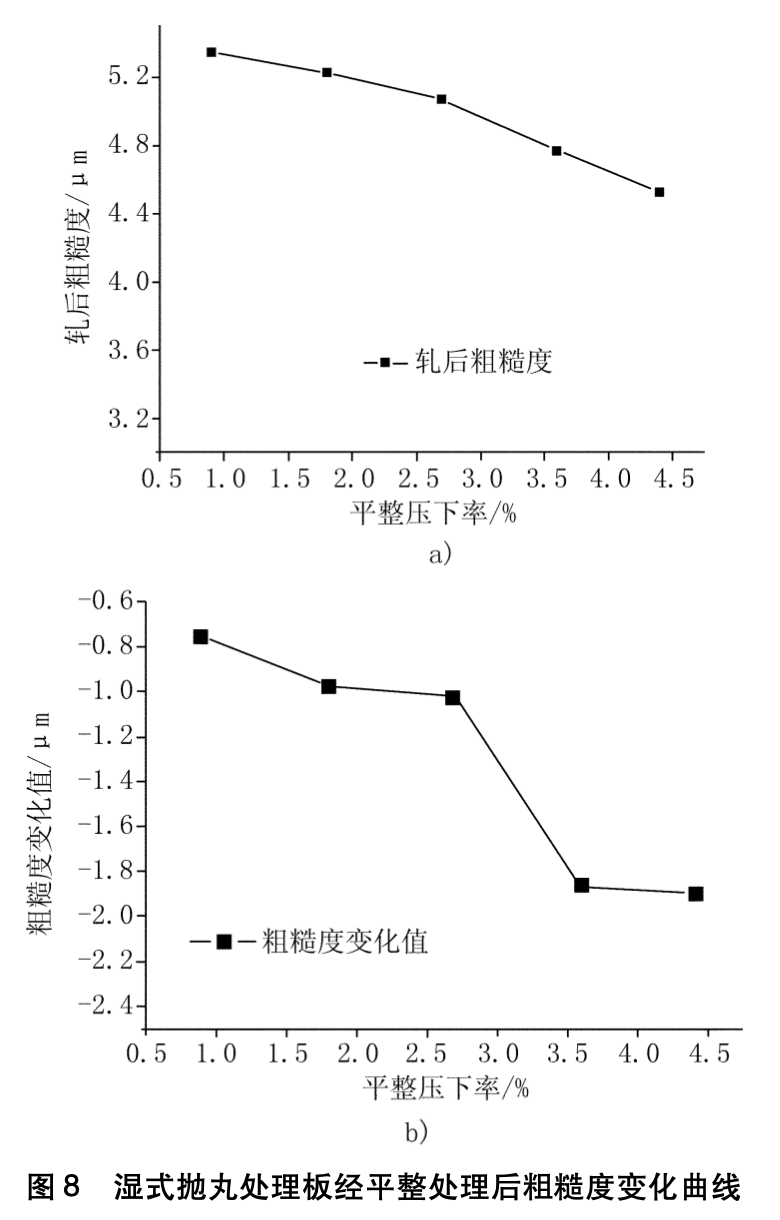
平整是通过小压下量的轧制变形,使带钢获得必要的性能和表面质量,消除屈服平台,满足后 工序加工的要求,通过微小的压下率使带钢表面 更加平坦,可以降低粗糙度。经 50%G50 +50% G80 级配钢砂除鳞的钢板,表面粗糙度 Ra 约为 5.0μm ~6.5μm,采用不同压下率对其进行平整 处理,粗糙度变化曲线如图 8。
可见,经过平整,钢板表面粗糙度有明显降 低 ,因 此 ,对 粗 糙 度 要 求 严 苛 的 用 户 ,可 在 湿 式 抛 丸设备之后配置一台平整机。如果结合上述几种 方 法 ,既 能 获 得 满 意 的 除 鳞 效 率 、降 低 生 产 成 本 , 又能有效控制除鳞后钢板的表面粗糙度。
4 结论
1)采用颗粒度小的钢砂除鳞获得的粗糙度 小,反之粗糙度大;高强度的钢板除鳞后粗糙度 小,低强度的钢板形成的粗糙度大;
2)钢板表面粗糙度与磨料抛射速度有密切的 关系,打击速度越大,表面粗糙度越高;
3)抛丸时间或打击次数对钢板的表面粗糙度 也有影响,随着抛丸时间的增加,粗糙度值趋于某 一定值;
4)通过调整抛丸工艺参数控制粗糙度有限, 可以通过平整轧制的方式来进一步降低粗糙度。
专业湿式抛丸机设备制造商,可以根据客户要求设计生产复合抛丸需要的湿式抛丸机,电话:182 0189 8806。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1777/
 微信联系咨询
微信联系咨询 