江苏液体喷丸设备和液体喷丸齿轮强化技术方案服务商,就液体喷丸强化工艺用于对齿轮件的强化处理,可防止工件疲劳破坏和提高工件抗疲劳寿命。文中重点介绍了齿轮喷丸强化的目的、方法及强化工艺的制定步骤。


1引言
液体喷丸作为一种提高金属抗疲劳性能,提高应力腐蚀抗力的有效工艺而被广泛采用,同时喷丸件还可在其它方面获得改善。
2液体喷丸强化的作用及目的
2.1定义
所谓喷丸就是利用细小球状丸粒轰击材料表面以形成一个具有较高残余压应力的薄层。这种薄层对于工件的实际应用大有益处。
饱和点即是在1倍于饱和点的喷丸时间下,弧高值的增量不超过饱和点处弧高值的10%。
弧高值曲线是指在其余的喷丸强化工艺参数不变的条件下,同一类型的试片分别各自接受不同时间的喷丸,由这组数据在弧高值一时间坐标上绘出的曲线。
2.2 喷丸强化的作用
喷丸强化在工件表面形成压应力的目的就是防止工件疲劳破坏,因为这种失效更容易发生在工件的拉应力区。把容易产生疲劳裂纹部位的拉应力变成压应力,可以有效地限制裂纹的扩展。残余拉应力可以降低工件的疲劳寿命,而压应力却可以提高工件的抗疲劳寿命。某些冷加工使工件在使用前就形成了有害的拉应力,因而这种工件易发生早期失效,从而缩短工件的使用寿命。
2.3 齿轮喷丸强化的目的
(1)提高齿轮的弯曲疲劳强度;
(2)提高齿面的疲劳特性;
(3)消除连续的加工刀痕,改善表面润滑条件。
从理论上讲,渗碳率火的齿轮在经过齿根喷丸强化后,齿轮的承载能力可使齿根处的弯曲疲劳强度提高20%-30%,而针对齿面接触疲劳失效(也就是齿轮节圆处表面点蚀失效)喷丸后可使渗碳率火圆柱齿轮的寿命提高60%。喷丸处理并不只用于形成有利的残余压应力,而且还用来改善表面光洁度。经喷丸后的工件表面布满了均匀叠错的凹痕,消除了各种冷加工工艺形成的刀痕,而刀痕则是拉应力集中产生的部位。经过实验,在喷丸强度一定时,粗大丸粒形成的表面光洁度要高于细小丸粒形成的表面光洁度。喷丸后工件表面所产生的均匀凹痕可改善齿轮的表面润滑。
3工艺及应用
3.1保证喷丸质量的条件
为了得到良好的喷丸效果,必须要做到以下几点:规定喷丸强度;控制丸粒质量,丸粒直径中1.2-1.4mm;保证完整的覆盖率。
3.2 齿轮喷丸强化工艺的制定及应用
由于齿轮的制作成本比较高,在采取的加工工艺过程中,不可以盲目实验,要采用加工试片方式、采集数据的方法,合理降低制造成本,提高产品质量。
强化工艺的制定(以一级大齿轮为例):
(1)齿轮试片的安装:将齿轮试片安装在专用夹具上。
(2)喷嘴的选择:选择3个喷嘴,安装时要拧紧螺钉,并与专用夹具支撑轴垂直。
(3)调整:安装好喷嘴后,调整夹具,使齿轮试片夹具中心在回转中心上,固定齿轮试片。
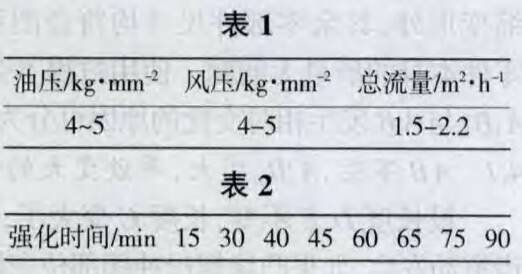
(4)设定强化压力、流量见表1
(5)设定强化时间见表2
(6)绘制弧高度值曲线确定喷丸强度。
在坐标曲线上找出饱和点,按喷丸强度定义。对一组试片在一倍于饱和点喷丸时间下进行喷丸处理。如果弧高度值的增量超过饱和点处弧高度值的10%,就可以确定饱和点处的高度值为工艺参数的喷丸强度。
对反复实验所得的数据进行分析后,确定一级大齿轮的饱和点为45min,表3
弧高度值为0.313mm。零件名称 强化时间弧高度值以一级大齿轮喷丸 高低压小齿轮25-35min 20.25mm工艺为例,以此类推,得出一级大齿轮、二级小齿轮、高低压 二级小齿轮、小齿轮的弧高值如表3所示。
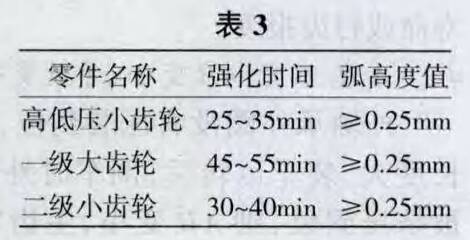
以上零件风压、油压、总流量均宜控制在下述数值范围:风压3.8-5kgmm;油压3.8-5kg/mm;总流量1.5-2.2mh;总弧高度值0.25-0.35mm。
4结语
经过数年的经验积累,证明液体喷丸强化技术可靠,稳定性好,能同时满足产品的设计要求,而且噪音小、无污染,产品合格率可达到99%。
专业齿轮喷丸设备,齿轮喷丸方案,齿轮喷丸代工服务商,竭诚为您服务!
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1790/
 微信联系咨询
微信联系咨询 