利用短脉冲强激光对 40Cr 调质钢表面进行了激光喷丸强化处理。激光冲击强化参数为激光波长 1. 054 μm,脉冲时间为 23 ns,光斑直径为0.8 mm,功率为 20 ~ 24 J。选用水为约束层,墨漆为吸收激光能量的涂层。通过测试研究了喷丸强化后材料的 微观组织、显微硬度和摩擦磨损性能。结果表明,激光喷丸能够细化表层的微观组织;材料强化后表面显微硬度值能提高 30% , 并沿深度方向逐渐减小;经过滑动磨损后,未强化处理的试样的累计磨损失重是冲击处理试样 1. 4 倍,强化层磨损机理以磨粒磨 损和粘结磨损为主。
激光喷丸强化处理技术(laser shot peening,LSP)是利用短脉冲(ns 级)的强激光(GW/cm2 级)对金属零件表面进行辐照,在零件表面诱导高幅冲击波,使金属表层材料发生冷塑性强化的一项新技术,它是利用激光冲击波的力学效应对材料进行无屑加工的 。它与利用激光热效应的激光淬火硬化、激光熔覆等技术在强化的原理上有着本质不同 。它不 仅具有高效、灵活、非热、非接触式等特点,且可以有 效提高金属材料屈服强度、硬度、耐磨性,还可以 在零件表面诱导有益的残余压应力,延长工件 疲劳寿命等。该技术在国外已经开始替代传统的喷丸强化技术 。
40Cr 钢是一种力学性能优良的中碳合金钢, 具有较高抗拉强度、屈服强度及疲劳强度,综合力 学性能较好,被广泛用作制造软齿面齿轮、凸轮、 轴套、传动轴等零件。当零件承受较大动载荷作 用时,其表面需要有较高的抗疲劳和抗磨损性能, 因此通常对零件表面进行强化处理。传统的表面 强化方法如渗碳、渗氮、氮碳共渗等往往存在处理 温度高、时间长、工件变形大等缺点。采用激光喷 丸强化技术改善 40Cr 钢组织及其耐磨性至今鲜 见报道。
本文通过对 40Cr 调质钢进行激光喷丸强化处 理及其滑动磨损试验,研究了处理后材料表层组 织结构的变化,硬度梯度分布以及摩擦磨损特征, 为激光喷丸强化处理技术实用化和推广提供依据 和参考。
1 试验材料及方法
1. 1 试验材料
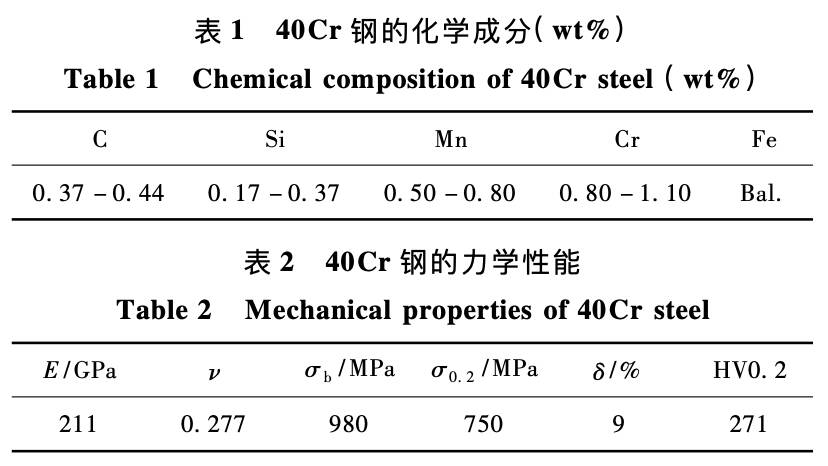
试样材料为 40Cr 调质钢,它的化学成分及其力 学性能如表 1 和表 2 所示,试样尺寸为 50 mm × 50 mm × 10 mm,试样数量为 3 块,用于不同次数的强 化处理。
1. 2试验方法
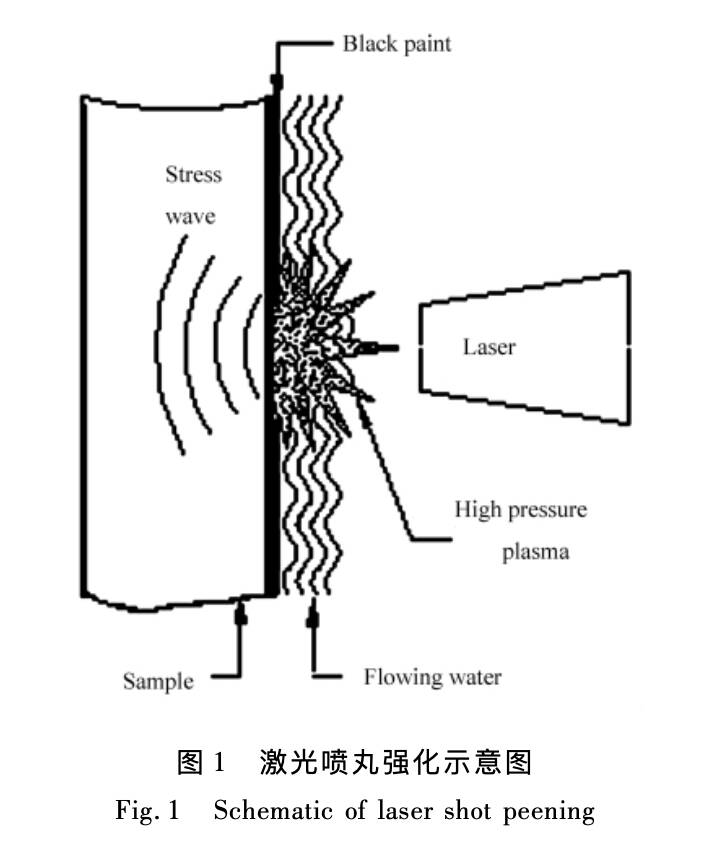
激光喷丸强化的方法如图 1 所示。在粗糙度较低的试样表面依次有能量吸收层和约束层。能量吸 收层覆盖在试样表面,这样就避免了强激光直接辐照 在金属材料表面。当试样受强激光辐照时,吸收层材 料吸收激光的能量材料气化,对金属材料起着遮蔽和 保护作用,避免其表面被强激光气化而造成了热损 伤,本试验采用厚度为 0. 1 mm 黑漆涂层。约束层是 附着在吸收层表面的透明物质层,其限制了吸收层吸 收激光能量气化产生的高压等离子体的快速扩散,从 而提高了冲击波的峰值压力和延长了冲击波作用时 间。约束层刚性的不同,对激光冲击波压力峰值的影 响不同,常用的约束层有光学玻璃、水帘等,为了 满足本试验连续多点多次冲击的需要,选用流动的水 帘作为约束层,其厚度在 0. 2 mm。随后就可以进行 激光喷丸试验,激光冲击强化试验的光束参数为:激 光波长 1054 nm,脉宽 23 ns,输出功率 20 ~ 24 J,光斑 尺寸为 直径8 mm,相邻光斑中心间距为 7 mm。在不同 的试样上分别进行 1 次、3 次和 5 次激光强化处理。
1. 3 强化层性能测试
去除试样表面残留的黑漆,并擦净表面,用线切 割沿光斑的中心切开,将切开的面研磨平整,用 3% 硝酸酒精溶液腐蚀试样,用 PHILIPS2XL30 型扫描电 镜(SEM)进行组织形貌观察,采用 HV-1000 型显微 硬度计测量强化层显微硬度。摩擦磨损试验在 MM- 200 型环-块摩擦磨损试验机上进行,从激光喷丸处理 的 40Cr 长方体试样上切取 30 mm × 6.5 mm × 6. 5 mm的小试样作为磨损的上试样,强化层待磨损表 面 尺 寸 为 3 0 m m × 6 . 5 m m ,表 面 磨 光 ( 表 面 粗 糙 度 Ra≤0.05 μm),下试样(偶件)采用环形 H13 钢试 样,环外圆表面激光熔覆厚度为 2 mm 的 WCP/Ni 基 合金复合涂层,硬度为 63 HRC,表面粗糙度 Ra ≤ 0. 05 μm,环形试样总体尺寸为外径 40 mm,内径 16 mm,厚度为 10 mm。每个磨损试样先在低速下 预磨 5 min,然后转为高速对磨,试验机转速 2 0 0 r / m i n ,磨 损 时 间 3 0 m i n ,载 荷 9 8 N ,用 1 ∶ 1 0 0 的 乳化液作为冷却润滑液,上试样(试样强化层)的磨 损质量损失用感量为 0. 1 mg 的分析天平称量。
2 试验结果及讨论
2. 1 扫描电子显微分析
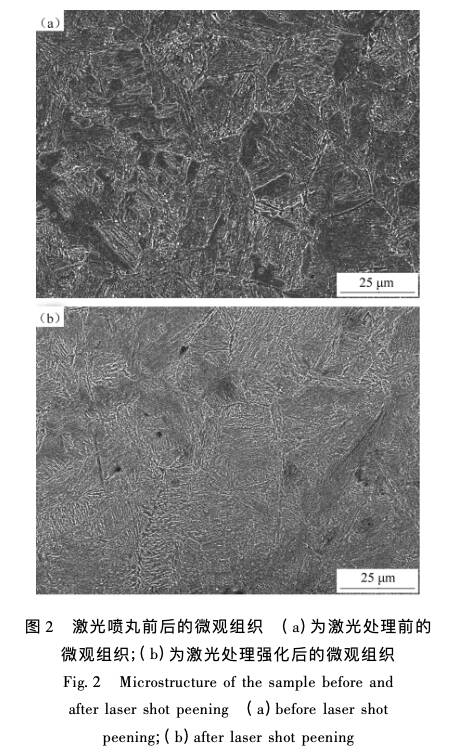
对截取的试样进行抛光腐蚀后观察其微观组织, 图 2(a)为激光处理前的微观组织,图 2(b)为激光处理 3 次后的微观组织。由图可以看出,冲击前表层的微 观组织的晶粒粗大,而冲击后晶粒得到细化,位错密度 得到较高。晶粒细化源于金属内部材料在高幅应力波 作用下晶粒的破碎和晶格重构,是激光冲击波诱导的 冲击波的力学效应,属于冷加工范畴,而非激光热效应 导致温度变化引起的。晶粒的细化不仅可以提高材料 的硬度和强度,而且可以阻碍金属材料的滑移和疲劳 裂纹的扩展,从而提高金属的抗疲劳强度。
2. 2 显微硬度
图 3 为试样在不同冲击次数下沿厚度方向分布 的硬度曲线,可以看出强化层的显微硬度较基体都有 了较大提高,随着处理次数的增加,处理层的硬度有所增加,最高值可达 360 HV,与基体硬度相比,提高 了 30% 左右。且在同一冲击次数下,其硬度值与表 面距离近似成线性关系减小。
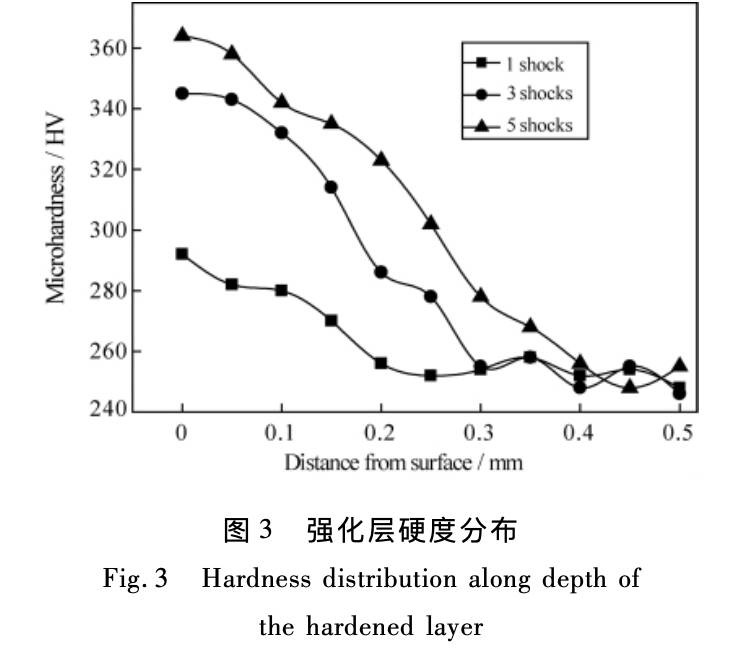
硬度值的提高是激光诱导的应力波对材料冷作 硬化的结果,由于应力波在材料内部传播过程中其压力峰值按照指数曲线衰减。在表面,应力波峰值压力 高,材料塑性变形就越充分,则硬度就越高;随传播距 离增加,压力波压力减小,材料变形不充分,材料硬度 就低,当应力波的压力峰值低于材料的动态屈服极限 时,不能对材料起到强化作用。
2.3 磨损量
冲击的试样进行摩擦磨损试验,磨损累计的质量损失随时间的变化关系如图 4 所示。未强化处理试 样在单位时间内磨损损失的质量基本上保持恒定,即 曲线的斜率近似不变,冲击处理后的试样在单位时间 内磨损损失的质量先大后小,曲线的斜率由小变大, 最后保持不变。在摩擦磨损进行到 30 min 时间,未 处理试样的磨损失重达 26. 9 mg,而经过 5 次强化处 理后的试样磨损失重为 19. 1 mg,未处理试样的磨损 量是处理过试样的 1. 4 倍,经过冲击处理的试样的磨 损失重明显低于未处理的试样。表明材料经过喷丸 处理后,其耐磨性得到明显提高,强化次数越多,材料 耐磨性就越好。

材料的硬度越大,越耐磨,磨损失重就越小。 材 料 受 激 光 冲 击 强 化 后 ,硬 度 提 高 ,使 磨 损 量 减 小。在磨擦磨损过程中,试样的磨损由外及内,随 时间增加,磨损深度增加。由于应力波在传播过 程中其压力峰值逐渐衰减,对材料强化的程度逐 渐减弱,使得强化层材料的强度和硬度沿深度方向增量越来越小。摩擦磨损的时间长短对应着不 同的层的深度,亦即对应材料不同的强度和硬度。 开始时,表面外层的硬度高,磨损损失质量小,随 后次表层的硬度有所降低,磨损损失的质量就加 大,当强化层被磨损穿后,其单位时间的磨损损失 质量与未强化处理试样单位时间的磨损损失质量 相等。
2. 4 磨损面的形貌
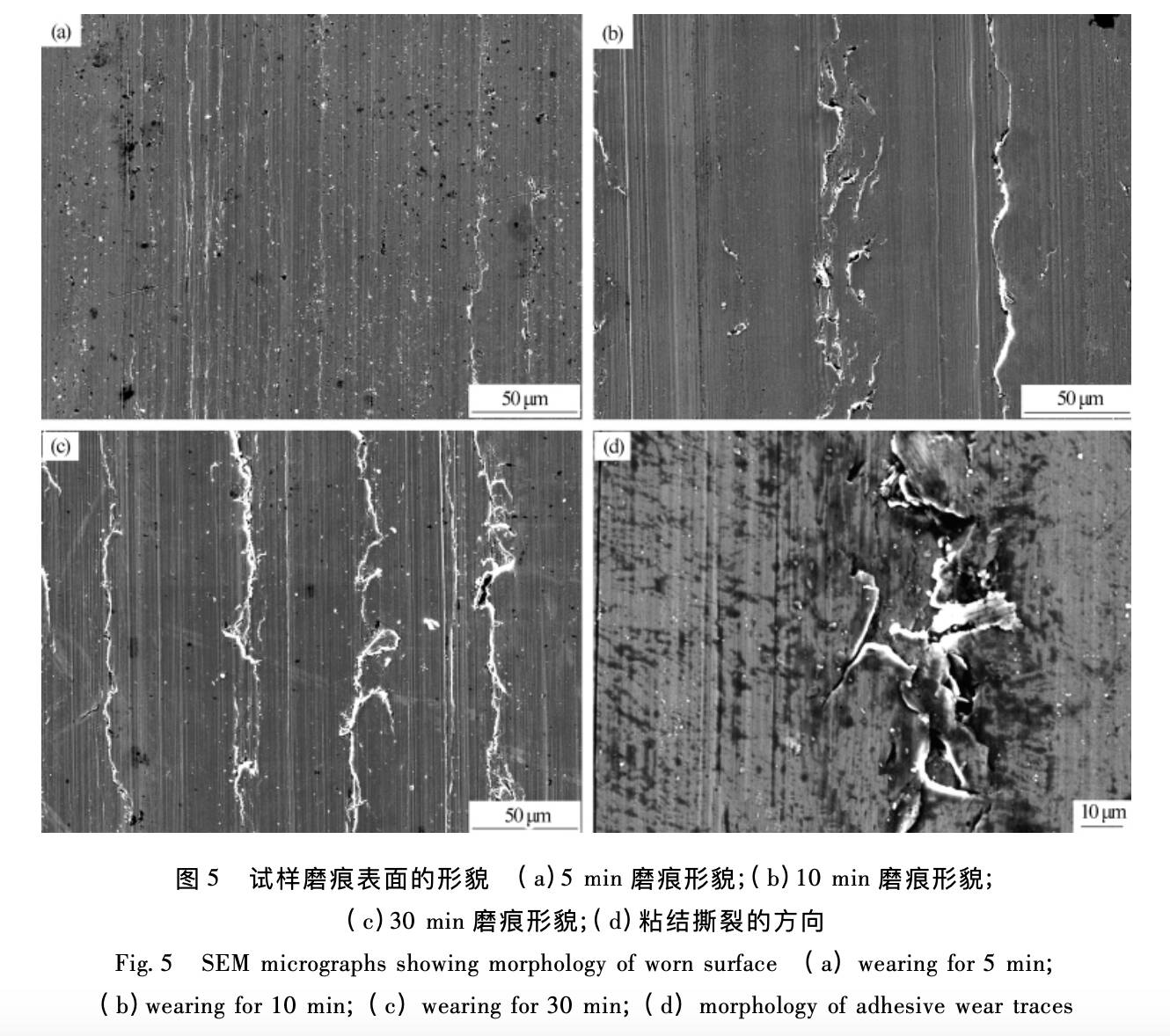
图 5 ( a ) 、5 ( b ) 、5 ( c ) 是 进 行 5 次 激 光 强 化 处 理后的试样经过 5、10、30 min 滑动磨损后的表面磨痕 形貌。由图可以看出表面磨痕均为明显的犁沟和粘 结着的碎片,即材料磨损方式以磨粒磨损和粘结磨损 为主,随着磨损时间的逐渐推进,粘结磨损越来越严 重,表面磨痕形貌越来越明显。
当激光处理的试样在外加力的作用下与对磨环 相互接触挤压对磨时,接触面间存在弹性变形抗力和 塑性变形抗力以及相互摩擦力。由于对磨环的硬度 较高,对磨环上凸起的微峰很容易嵌入较软试样中, 产生滑擦、耕犁作用,在滑擦作用下,试样表面只产生 弹性变形,在耕犁作用下,工件材料被挤向两边产生 隆起,在表面上刻划出一条沟痕,此时产生塑性变形 但仍然不产生切屑,经过后续的多次挤压因疲劳断 裂、脱落而形成试样失重,即磨损。在磨损过程中,脱 落的硬质点也会产生耕犁。在滑动磨损达 5 min 时, 由于外表层受激光冲击强化作用明显,试样表面的硬 度较高,材料的强度较大,抵抗塑性变形和破坏的能 力强,材料的磨痕表现不明显;在磨损经过 10 min时,试样外表层已被磨去,次表层的硬度和强度有所降低,抵抗破坏的能力降低,磨痕就越来越明显。在 磨损经过 30 min 时,由图 4 可知,强化层已被磨穿, 此时表面磨痕形貌就是未强化基体的磨痕形貌。
同时在对磨的过程中,弹性变形功、塑性变形功 以及摩擦力所作的功转化为热,在压力和温度的作用 下,接触面吸附膜被挤破,形成了新鲜的接触表面,当 接触面达到了原子间的距离时,因金属分子间的亲和 力而发生粘结,随着相对的运动进行,粘结处在剪切 力作用下发生撕裂破坏。接触面滑动在粘结处产生 连接磨损的程度与压力、温度和材料间的亲合程度有 关。随着摩擦时间的延长,摩擦轮陷入材料的表面越 来越深,摩擦层深度加深,材料的强度和硬度降低;同 时润滑冷却越来越不充分,使温度越来越高,使材料 软化越来越明显,使强度也越来越低,材料越来越容易粘结。 粘结磨损就是由于剪切破坏造成的,受 剪切力、粘结力以及材料不均匀性等因素的影响, 材料发生撕裂破坏的方向非常复杂,如图 5(d) 所示。
3 结论
1) 激光喷丸强化处理 40Cr 钢是激光诱导冲击波力学效应作用的结果,可有效地改善 40Cr 钢表层 组织和提高其硬度;
2) 激光冲击强化处理能显著改善材料表面的耐 磨性,强化层单位时间磨损失重按照先大后小顺序 变化;
3) 在滑动摩擦条件下,40Cr 强化层的磨损机制 以磨粒磨损和粘着磨损为主。
专业喷丸设备,激光喷丸机制造厂家,喷丸强化工艺技术服务中心,欢迎有需要的客户联系咨询。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1884/
 微信联系咨询
微信联系咨询