摘要:采用空化水射流方法对纯铜表面进行空化水喷丸处理,采用光学显微镜和扫描电子显微镜对喷丸后试样进行表面损伤、空蚀现象和表面粗糙度等进行了分析。结果得出,在一次射流区,喷丸很短时间(5min ) ,表面已经出现塑性变形坑、空蚀针孔。喷丸一段时间( 15min) ,塑性变形坑和空蚀针孔数量增多,李晶晶界开始显现。当喷丸时间逐渐增大(40min ) ,表面金属剥落程度显著增加,使得表面粗糙度也明显增大,同时出现大量的变形滑移带。混合射流区的损伤程度明显低于一次射流区,短时间时出现大且浅的空蚀坑,内部观察到晶粒相貌,随着时间增长整个区域的晶粒形貌都会显现。两区表面粗糙度随喷丸时间增加逐渐上升,且混合射流区大于一次射流区。
空化水喷丸强化是利用高压水射流所产生的空穴效应打击金属表面得到强化效果”,在材料表层引人残余压应力和引起加工硬化,从而提高材料的疲劳寿命, Vyas等较详尽地研究了面心立方金属的空蚀过程,发现在空蚀很短的时间内,金属就开始发生塑性变形,扫描电镜下晶界和滑移带显现,同时表层硬度提高、微观应变提高、位错胞尺寸下降、宏观残余压应力提高等。因此有效的利用这种方法可使金属表面达到强化效果,提高表面残余压应力,但是在这个强化的”过程中却存在不利情况,即空泡不断溃灭时产生的冲击波和微射流反复作用,损害金属表面,形成非常有害的空蚀, 19世纪末,在船舶螺旋桨叶片上首次发现空蚀现象,已经进行很多针对空蚀作用机理的研究。但由于空蚀过程中受到流动动力学、机械冲击、过流部件材料种类与成分,以及材料表面与液体的电化学交互作用等诸多因素影响,空蚀机理比较复杂181,对于不同的种类材料在不同环境下的空蚀机理,现在依然没有得到令人信服的结论,所以研究空化过程中的空蚀现象是非常必要的。空蚀过程包括孕育期、上升期、平稳期和衰减期四个阶段”,其中孕育期是最重要阶段。
铜及铜合金大量应用在船舶螺旋桨、高速舰艇、水轮机、阀门、水泵等过流部件,空蚀使服役的螺旋桨使用效率下降,这不仅造成了巨大的经济损失,甚至造成事故,威胁到生命安全造成重大损失[1,所以铜及铜合金的空蚀问题也是目前备受关注的问题之一。本文选取纯铜作为试验材料,对其进行一系列工艺参数的空化水喷丸处理,通过观察喷丸后试样的表面形貌、粗糙度,对空蚀孕育期内的损伤进行了探讨。
1试验材料和方法
试验材料选用5mm厚的纯铜(Cu)板材,在真空炉中500℃退火60min,以消除工业纯铜板材的的残余应力,得到均匀尺寸的晶粒。将纯铜板材切成φ30 mm的圆片,经过镶嵌、精磨和抛光处理,得到表面粗糙度(Sa)为0.13um金相试样。
采用自行研制的空化水喷丸设备对试样进行不同时间的喷丸处理。喷丸时试样和喷嘴均淹没在水中,选用直径为1mm的喷嘴,垂直于喷丸式样表面的中心处,喷嘴与试样的距离为80mm,水射流压力为20MPa。
采用ZEISS SUPRA55场发射扫描电子显微镜观察试样表面形貌变化,采用LEICA DCM3D型三维视频显微镜对水喷丸后的表面形貌进行显微组织观察,分析表面粗糙度,金相试样腐蚀剂采用5gFeCL,+25mlHCL+50mlH,O的混合溶液进行擦拭。
2试验结果与分析
2.1表面空蚀损伤
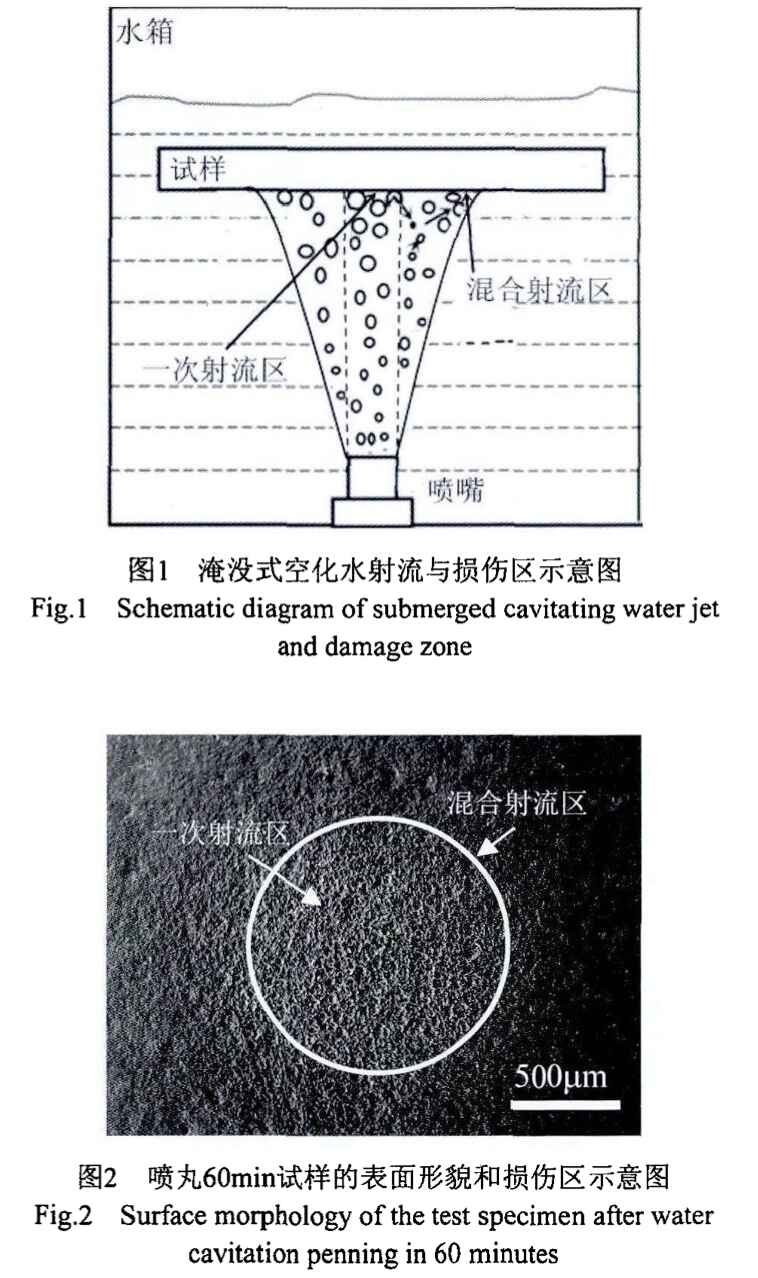
采用淹没式空化水射流对抛光态试样表面进行喷丸处理,观察试样表面的损伤程度,一次射流区由喷嘴喷出的空化水射流垂直打在试样表面,造成的接近喷嘴尺寸的损伤斑点,在该区外围的环形损伤区,由于一次射流区空泡爆破产生的冲击波对部分喷嘴喷出的水射流作用,可称为混合射流区,其示意图如图1所示。测得低倍损伤表面形貌见图2。观察试验后所得喷丸试样,损伤严重的一次水射流区的尺寸约为1mm左右,与喷嘴直径相近。

2.1.1一次射流区的损伤
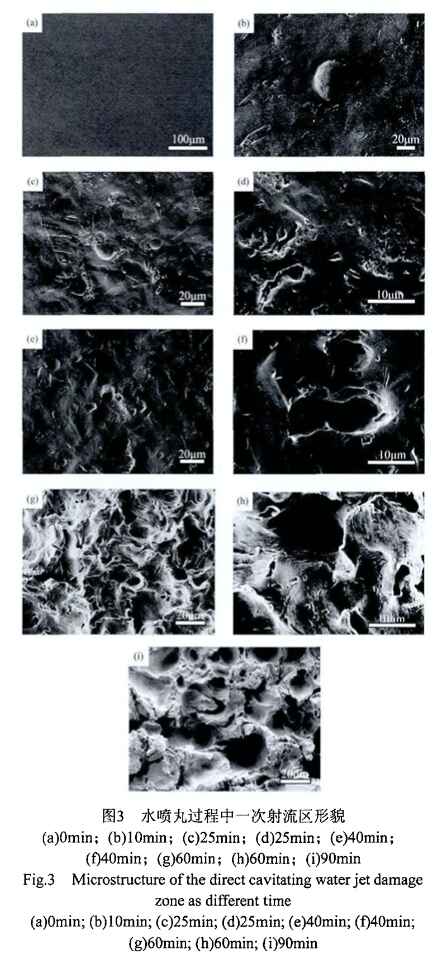
通过观察不同工艺参数空化水喷丸处理试样表面的形貌变化,式样进行水喷丸前必须处于机械抛光状态。在20Mpa下喷丸不同时间后式样的表面形貌如图3所示。由图3可见,水喷丸10min时,试样表面已经出现少量塑性变形坑、大量空蚀针孔。塑性变形坑的尺寸大小不均匀,最大直径为304m,空蚀针孔尺寸基本相同,约2um,见图3 (b)。水喷丸25min时,损伤程度显著加大,塑性变形坑和空蚀针孔数量明显增多,但是尺寸变化很小,李晶形貌基本都显现出来,而且局部空蚀针孔出现了汇聚的状况,呈现局部少量剥落现象,见图3(c)、3(d) 。喷丸40min时,试样表面晶粒相貌完全显现,说明由于塑性变形程度增加,晶内位错移动和孪生的结果,使得晶粒发生了转动,不同晶粒转动方向和程度不同,晶粒高低起伏程度不同,从而显现晶粒形貌。高倍数下观察发现,空蚀针孔汇聚处开始有少量剥落,还出现开口大且深的空蚀孔洞,塑性变形产生的滑移带也开始变形,呈现弯曲状,见3 (e)、3(f)。喷丸60min时,试样表面出现大量空蚀孔洞和空蚀针孔,但还能观察到晶粒形貌,说明表面金属剥落量小,可以观察到空蚀孔洞内呈现网格状,说明空洞内部以这种形式缓慢剥落。随着时间继续增加,塑性变形和剥落急剧上升,表面粗糙度进一步增大。喷丸90min时,试样表面损伤严重,大量金属剥落,只存在深的空蚀孔洞,可以看到大块金属剥落后的形貌。由于纯钢的硬度低,受到空泡作用产生塑性变形坑,使坑周围的金属凸起,大量空蚀孔洞互相挤压,金属凸起程度越来越大,最后整块剥落,孔洞内部存在滑移带,如图3 (i)所示。
为了更清晰的观察一次射流区塑性变形坑空蚀针孔的出现和生长,进行20MPa下的一次射流损伤区的原位观察,在一次射流区固定位置随着时间的增加观察固定位置塑性变形坑及其周围区域内的变化,分析塑性变形坑的长大方式。
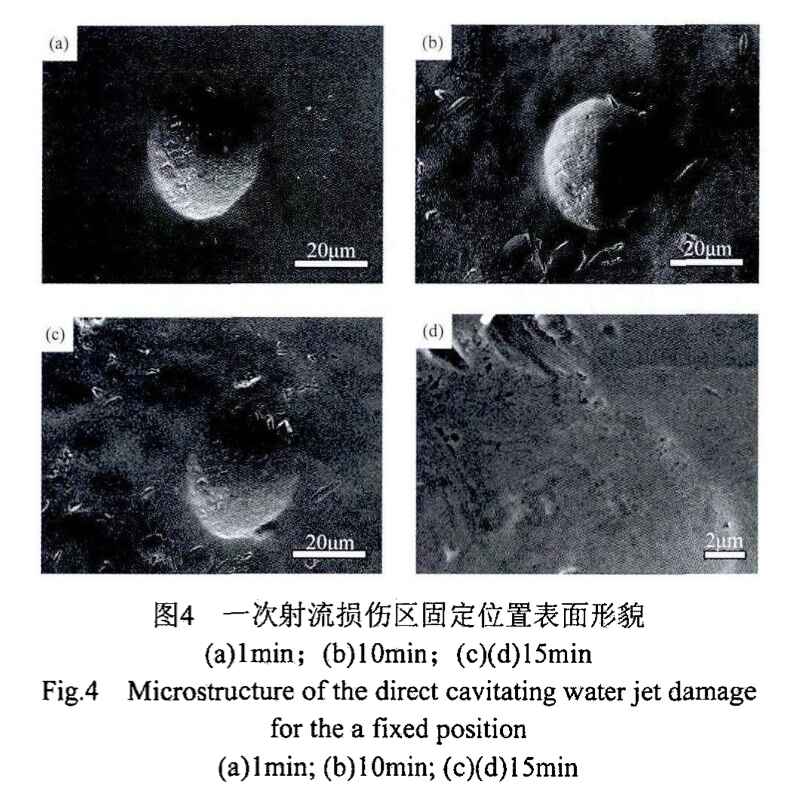
如图4 (a)所示,喷丸1min时就出现了塑性变形坑,尺寸大约为25um,内部呈鱼鳞纹且存在空蚀针孔。喷丸增加到10min后,空蚀坑周围出现少量机械损伤和剥落,依然存在空蚀针孔,空蚀坑的大小变化较小,但是空蚀坑边缘变圆滑且内部的鱼鳞纹也变浅,如图4 (b) 。当时间增加到15min时可以清晰观察到空蚀坑尺寸变大,形状开始趋于圆形,内部鱼鳞纹变得更浅,局部放大后可观察到空蚀坑边缘存在大量的针孔,随着空泡在内部的溃灭产生冲击波,这些针孔缓慢聚集,局部区域出现少量掉落的情况,因此由于针孔大量聚集造成边缘金属少量且缓慢的剥落,使得空蚀坑的尺寸缓慢变大,如图4 (b) (c)所示。
2.1.2混合射流损伤区形貌
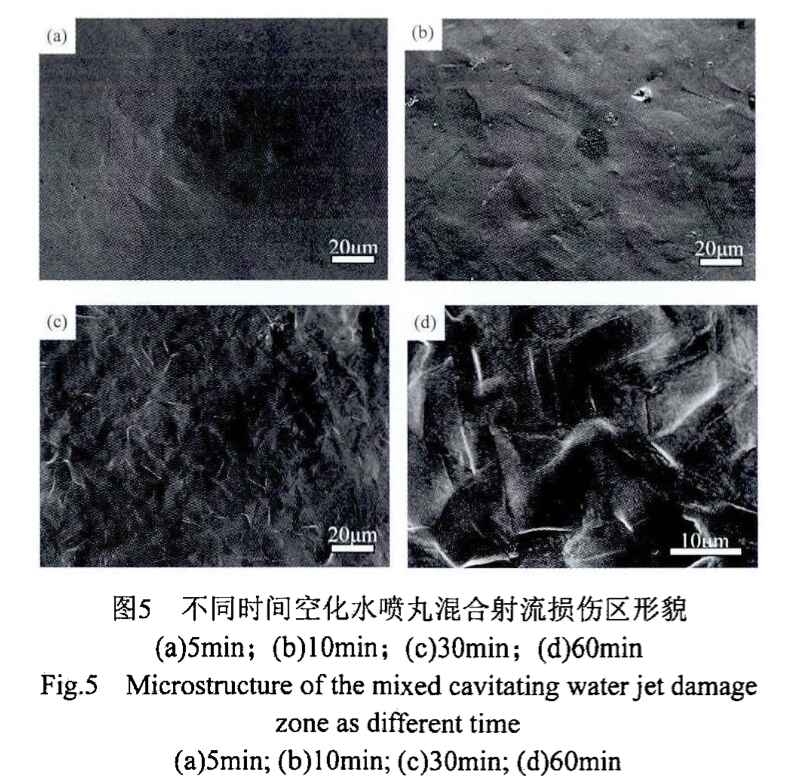
随着时间的逐步递增,对试样表面的混合射流区进行细致的观察,没有观察到一次射流区的空蚀坑,短时间内在混合射流区形成大且浅的坑,同时坑内可观察到晶粒形貌以及空蚀针孔。
随着时间的增加,混合射流区的晶粒形貌逐渐清晰,晶粒转动程度逐渐递增,同时存在变形的滑移带,汇聚成网状结构。因为一次射流区空泡爆破产生射流影响部分喷嘴喷出的空化水射流,使得这部分空化水到达试样表面时能量降低,同时具有一定的方向性,所具有的能量不足以使试样表面产生塑性变形坑,只会形成小的空蚀针孔和滑移带,同时显现晶粒形貌,如图5所示。
2.2表面粗糙度分析
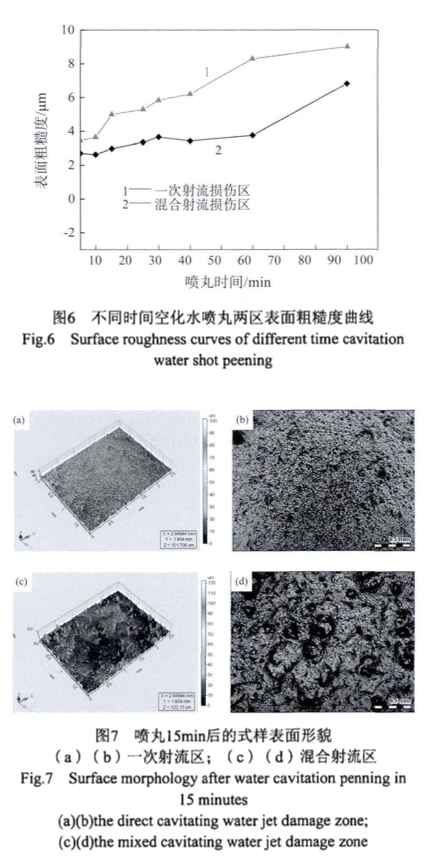
采用LEICA DCM3D型三维视频显微镜观察不同时间喷丸处理后式样的表面粗糙,随着时间的累加到90min,一次射流区和混合射流区的损伤程度逐步上升。如图5所示,不同时间两区的粗糙度曲线可知,随着时间增加两区的粗糙度都是逐渐上升的,但是混合射流区的粗糙度总是大于一次射流区,因为一次射流区受到垂直表面的空化水射流作用,表面纵向受到大部分冲击力,空蚀损伤最严重,形成密集空蚀坑,如图6(b)所示。由图6 (a) (c)可以看出,一次射流区的空蚀损伤最大,混合射流区次之。由图6 (d)可知,混合射流区室蚀坑开口大,空蚀坑内部和边缘圆滑,呈现孔状,空蚀坑稀疏,因为退火纯铜HV0.01硬度在60HV左右,塑性较好,不易形成脆性裂纹,所以在水射流和空泡作用下,形成大且圆滑的空蚀坑,说明该区空化水射流的空泡的数量减少,具有一定方向性。因此相比一次射流区所测粗糙度,混合射流区的空蚀坑起伏变化大,即混合射流区粗糙度大于一次射流区。
3结论
(1)一次射流区,随喷丸时间逐渐增加,塑性变形坑和空蚀针孔数量增多,李晶晶界开始显现,直到表面金属剥落程度显著增加,使得表面粗糙度也明显增大,同时出现大量的变形滑移带。
(2)通过原位观察可知,塑性变形坑是以边缘的空蚀针孔聚集形成少量剥落这种形式长大。
(3),短时间内混合射流区出现大且浅的空蚀坑,内部观察到晶粒相貌,随着时间增长整个区域的晶粒形貌都会显现。
(4)随喷丸时间增加,两区表面粗糙度逐渐上升,且混合射流区大于一次射流区。
江苏空化水射流喷丸设备厂家,喷丸代工服务和喷丸试验代做服务公司,竭诚欢迎您的垂询。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/2006/
 微信联系咨询
微信联系咨询 