江苏世纪铭丰为研究适宜S280新型超高强度不锈钢的喷九强化工艺,对S280钢进行不同工艺的喷九强化,析了S280钢及其不同工艺喷丸强化后的试样的表面形貌、粗糙度、旋转弯曲疲劳寿命以及疲劳断口形貌,测了喷九强化试样的残余应力场。结果表明:喷九强化后S280钢疲劳寿命有了显著的提高,而大强度的铸钢喷九对其疲劳寿命提高更为有利;喷丸前后的S280钢的疲劳裂纹源均在表面,但喷九强化使疲劳裂纹由多源变为单源。
S280 新型超高强度不锈钢采用低 碳马氏体相变强化和时效强化叠加,性能优异,可代替现有Aer Met100,300M钢用作飞机起落架材料。起落架零件的失效多为疲劳失效,常在零件表面起裂,需进行表面强化以提高其使用寿命。目前的研究主要从超高强度不锈钢的成分、组织结构和热处理工艺等方面解决其失效问题,对S280超高强度不锈钢的表面喷丸强化工艺涉及较少,本工作对其喷丸强化工艺进行研究。
一、试验
1.1 试材成分及力学性能
试 材 s280 超 高 强 度 不 锈 钢 的 成 分 (质 量 分 数 ,%):0.13C,12.00Cr,14.00Co,2.00Mo,4.00Ni,1.00w,Fe余量。力 学 性能:抗 拉 强 度 1920MPa,屈 服 强 度 1500 MPa,延 伸 率 14% ,断 面 收 缩 率 66% ,断 裂 韧 性120MPa·m (m的1/2次方)。
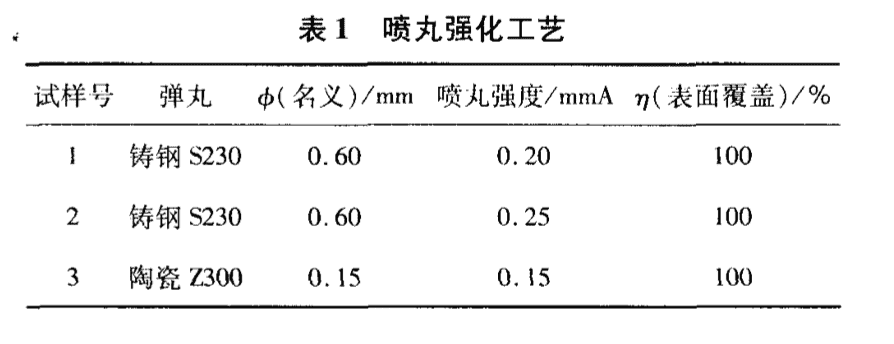
1.2 喷丸工艺
在 K X P 一3 0 0 0 气 动式喷丸机上 ,按 照 H B / Z 2 6 ,分别采用铸钢丸 s230 及 陶 丸 Z30 0 对 s280 不锈钢试样进行喷丸强化,具体参数见图1.

1.3 测试分析
采 用 FTS.i120 触 针式 表 面 粗 糙 度 仪 测 试 喷 丸 前 后 的 s280 试 样 的 粗 糙 度 。 采 用 电 解 抛 光 法 逐 层 减 薄 ,并 在 X一3000型 x 射 线 应 力 分 析 仪 上 测 定 喷 丸 强 化 试 样 残 余 应 力 沿 层 深 的 分 布 :CrKa 靶 ,(211)衍 射面 ,交 相 关 定 峰 法 ,准 直 管 直 径 为 3 m m ,管 电 流 6.9 mA,电压 30kV。在 室 温下 进 行 应 力 集 中 系 数 为 2 的 疲 劳 试 样 旋 转 弯 曲 疲 劳 试 验测 试 喷 丸强 化 前 后 的 s280 试 样 的 疲 劳 寿 命 :最 大 应 力 为 620 M Pa,应 力 比 为 一 1 ,若 循 环 次 数 大 于10的7次方未 断 则 停 止 试 验 。 使 用 FEIQUANTA60 0 型 扫 描 电 镜 (SEM )观 察 试 样 的 形 貌。
二、结果与讨论
2.1 喷丸处理对试样表面形貌及粗糙度的影响
S280钢及其不同工艺喷丸强化后的试样的表面SEM形貌见图1。由图 1可以看出,喷丸后试样原始表面的加工刀痕已被完全覆盖 ,同时可见明显的弹坑。
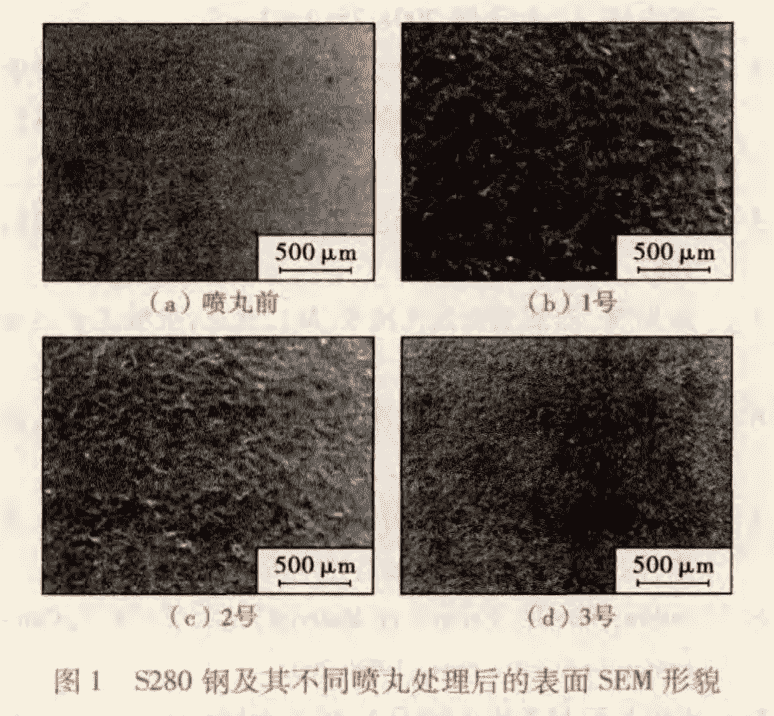
未喷丸的5280钢试样的表面粗糙度为0.282 um;1,2,3号喷丸强化试样的表面粗糙度分别为1.137,1.316,0.602 um。可见,喷丸后粗糙度均有所增加。表面粗糙度直接影响材料的疲劳性能。喷丸强化能够有效改善材料的疲劳性能是因为其引入了残余压应力,改善了材料组织、表面微观形貌与粗糙度。
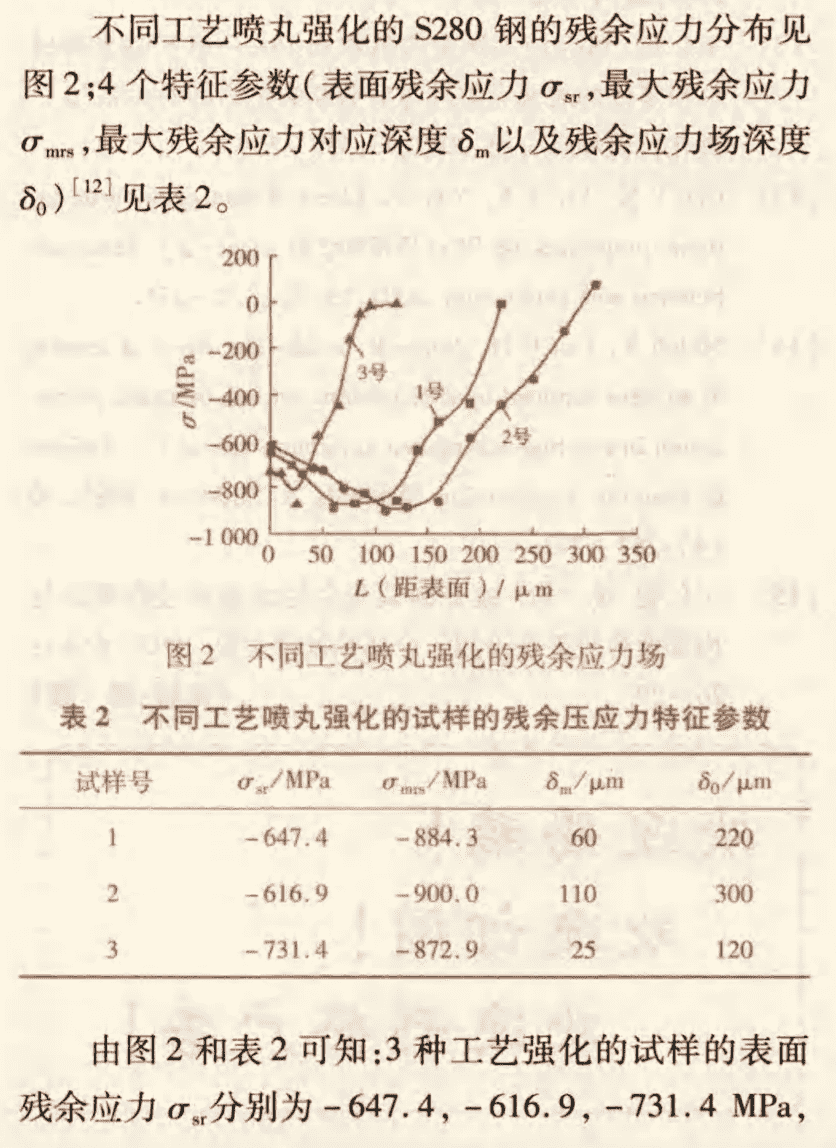
2.2 喷丸处理对试样残余应力分布的影响
喷丸残余应力的实质是由弹丸冲击,使表面层发生弹塑性形变和硬化,约束次表面弹性形变而产生的内应力。随着喷丸强度的增大,塑性形变加剧,造成表面屈服而发生残余应力松弛,因而表面残余压应力随喷丸强度的增大而减小。喷丸时弹丸流不断撞击金属表面并使其表层发生循环弹塑性变形,喷丸的最初阶段表面会依据材料的特性发生循环硬化。当喷丸时间达到饱和或表面覆盖率达到100%时,材料的表层循环硬化变形趋于稳定状态,此时最大残余压应力也将达到定值。改变喷丸强度只能改变最大残余压应力对应的位置,并不能改变最大残余压应力的数值。另外,喷丸强度越大,喷丸能量越大,导致喷丸强化影响层加深,使残余应力场深度增加。
2.3喷丸处理对试样疲劳寿命的影响
S280钢及其不同工艺喷丸后的平均疲劳寿命见表3。由表3可知:S280钢的疲劳寿命为5.75 乘以10的4次方;经过强化后,疲劳寿命均有大幅度的提高,1号试样疲劳寿命为4.88 乘以10的6次方,2号试样10的7次方次疲劳测试下未发生断裂,而3号试样疲劳寿命为2.47乘以 10的5次方。喷丸过程中形成的弹丸坑引起表面的粗糙度增加,将形成局部的应力集中,为喷丸弱化因素。喷丸强化引入的表面残余压应力场对改善疲劳性能非常有利,属于强化因素。试样经过喷丸强化后,表面层发生了强烈的冷塑性变形使晶格畸变加剧,位错密度增加,亚结构细化,从而提高了试样的表面强度和硬度,同时喷丸产生的有利的残余压应力场不仅可以抑制疲劳裂纹的萌生,还可以增加裂纹的闭合效应来减小疲劳裂纹的扩展速率,这是残余压应力强化的主要机理。
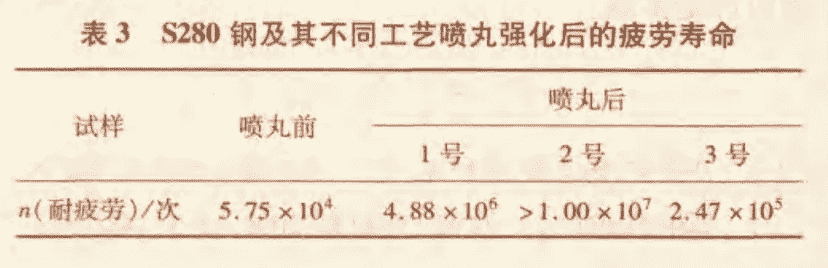
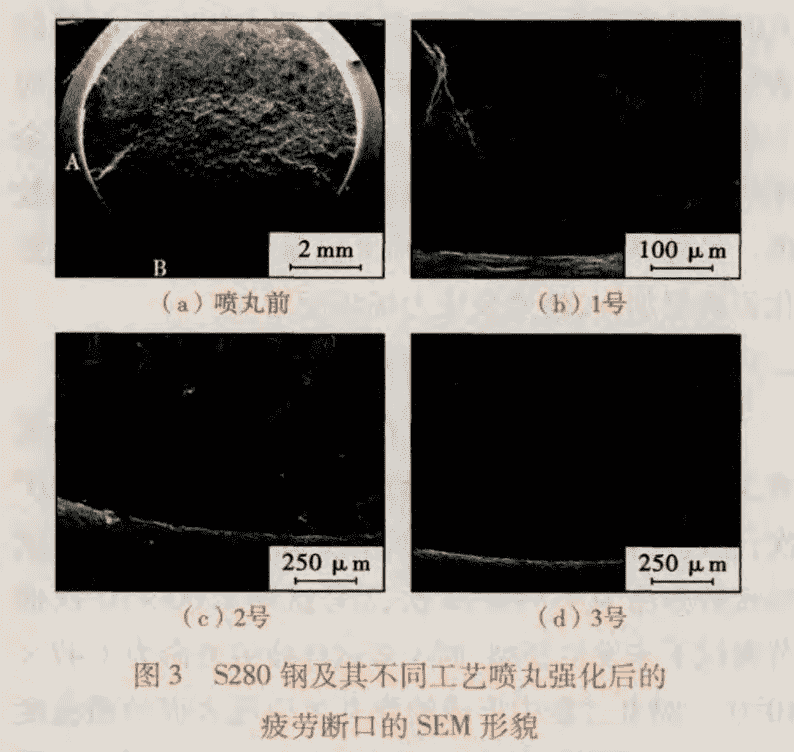
图3是S280钢及其不同工艺喷丸强化后的疲劳断口的SEM形貌。由图3可以看出:喷丸前后的试样疲劳裂纹源均在表面;喷丸后试样的疲劳裂纹源是单源,未喷丸的试样疲劳裂纹源为多源(见图3a中 A, B处)。因疲劳裂纹在表面萌生,表面层的残余应力对疲劳性能的影响较大。残余拉应力的存在会降低疲劳强度,而残余压应力的存在可提高疲劳强度。喷丸强化可产生一定深度且数值较大的残余压应力场,当表面层承受外加交变载荷时,强化层内的残余压应力会降低外加交变载荷中的拉应力水平,即可降低“有效拉应力”,从而可提高疲劳裂纹萌生的临界应力水平,使得强化试样的疲劳寿命得到大幅度提高。2号试样疲劳寿命最优,说明较大喷丸强度对提高S280新型超高强度不锈钢的疲劳寿命更为有利,但对于铸钢丸喷丸工艺,喷丸强度太大容易造成材料表面微观裂纹。
三、结论
(1)S280钢经喷丸强化后疲劳寿命大幅度提高;而铸钢丸较大强度喷丸对疲劳寿命的提高更为有利,残余压应力场深度约为300 mm,最大残余压应力约为-900.0 MPa。
(2)喷丸强化前后试样的疲劳裂纹源均在表面,但喷丸后的疲劳裂纹源是单源,而未喷丸试样的疲劳裂纹源是多源。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1185/
 微信联系咨询
微信联系咨询 