在钢管防腐过程中,钢管通过抛丸清理机进行表面处理 ,表面处理质量是影响防腐层质量的关 键工序 ,在抛丸处理中,仅以单一磨料比如钢丸或者钢砂是很难清理的,必须采用混合磨料。通过探讨防腐 钢管的抛 丸处理 中,磨料配比变化情况,小粒径磨料的增加情况,采用除锈等级、锚纹深度等对不同配比的 磨料处理的钢管表面进行评价 ;得到了钢管表 面处理的磨料 中,钢 丸与钢砂 的比例分别为0.1和0.3,小粒径的磨料占60%时,钢管表面处理质量最佳 。
在钢管防腐过程中,钢管通过抛丸清理机进行 表面处理 ,表面处理质量是影响防腐层质量 的关键 工序。由于钢管表面的锈蚀层属于致密 的氧化层 , 在抛丸处理 中,仅通过单一磨料比如钢丸或者钢砂 是很难清理 的,必须采用混合磨料 。大颗粒的磨料 易于击碎致密的氧化皮 ,但大颗粒 的磨料的弹痕较 深 ,易使钢管表面形成毛刺 ,表现出粗糙度较大 。 较小的棱角钢砂可 以起到微刮削的作用 ,使钢管表 面锚纹形状各异 ,提高清理效率的同时更有利 于钢 管与涂层的结合。
钢丸和钢砂合 适的配 比可使钢 管表 面的获得 100% 的除锈覆盖率和满足涂 层要求的锚纹深度及锚纹形状 ,诸多学者认为磨料混合 比例达到不变时,被处理工件表面的锚纹及清洁度将处于稳定状态。 磨料使用过程中,弹丸的磨损使其直径不断减小 ,但由于不断在添加弹丸 ,磨料使用一段时间达到平衡后,磨料的粒度分 布基本保持不变,磨料的个数在增加。钢丸、钢砂在使用过程中,由于磨料不断的处于破碎,磨圆的过程中,钢丸、钢砂的粒径逐渐在变小,钢丸与钢砂的比例一直处于变化 中。本文探讨了钢丸与钢砂在使用过程 中的比例变化情况和获得 良好的表面处理效果 的合适比例。
一、实验部分
1.1 磨料性能
磨料由江苏世纪铭丰科技提供,钢丸S460,钢砂G18,其参数如表 1。


钢管由沙市钢管厂提供,钢管材质X70及X65,钢管表面锈蚀等级 A 、 B 级 。钢管外壁抛丸清理机为江苏世纪铭丰提供 ,型号HQGW14B,抛丸轮直径500mm,抛丸轮转速480r/min,抛射速度69-70m/s。
1.2 实验方法
第一次按4:1的比例将钢丸、钢砂加入抛丸机内 ,磨料循环使用 ,每隔一段时间,从抛丸机内取等质量的磨料 ,分离 出圆形钢丸和棱角钢砂 ,称取二者的质量 比。每次取样 时,通过锚纹测试仪 ,灰 尘度 比照表和除锈等级对照表检测钢管表面的锚纹 深度 ,灰尘度级别和钢管表面除锈等级。
磨料损耗除破碎外 ,主要为外溢流失 ,每 隔一 段时间 ,按损失情况向抛丸机 内添加新磨料。抛丸清理机平均清理速度在 8.25平米/min。
二、实验结果与讨论
2.1 磨料的比例变化规律
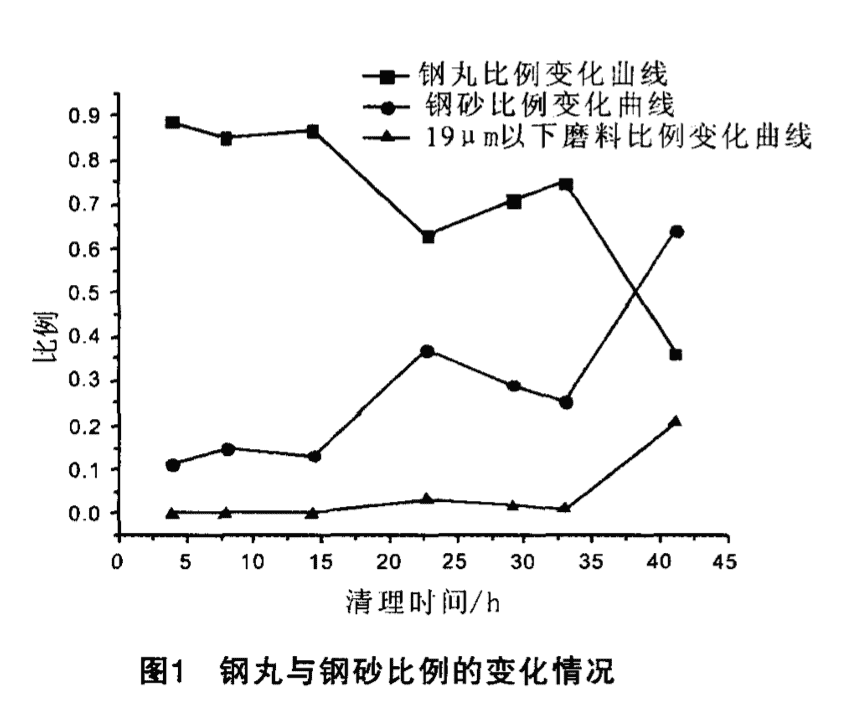
钢丸与钢砂各自在磨料中所占的比例如图1所示 ,随着清理时间的增加 ,钢丸所 占比例先下降 , 后略有上升 ,最后下降。磨料清理40h后 ,钢丸的比 例 下 降 至 0.36。 钢砂所占比例先缓慢上升 , 然后略有下降 , 最后上升 , 磨 料 清 理 40h后 达 到 了 43% 。 产 生这一变化规律的主要原 因是 由于磨料在清理钢管 表面时,受到 了抛丸轮叶片 出口处的压力 ,被压裂 或切削;在冲击钢管表面时 ,因吸收冲击能量而破 裂或被钢管表面锈尘的微切削 ,磨料 的粒径和形状 发生变化 ,钢丸破裂成钢砂 ,钢砂磨去棱角形成钢 丸 。 磨 料 清 理 23 h后 , 清 理 面 积 达 到 11385 平米, 才 有 部分磨料粒径降低至19um,此后粒径低于19um的 磨料比例呈上升趋势。磨料清理40h后 ,粒径小于 19Ium的仅增长为20%左右 (见图1)。
2.2 磨料比例对钢管表面抛丸质量的影响
钢管防腐过程 中,涂层与钢管表面的紧密结合 是钢管有效 防腐蚀 的首要条件之一 ,此时要求涂层界面与钢管界面距离尽可能小 ,低于5A;涂层与钢 管 表面 的接触 面积则越 大越好 。通过抛 丸处理 的方 法除去钢管表面的锈迹和灰尘 ,使钢管表 面布满高 低不平 弹痕 ,从而形成有波峰波谷的粗糙表面 ,即 形成锚纹 。钢管表面除锈等级 、灰尘度级别 、锚纹 深度经抛丸处理达到规定 的要求 ,使钢管表面与涂 层界面的接触面积增大 ,充分接触 ,涂层更容易润 湿钢管表面闭。当钢管表面处理的平均速度8.25 平米/m in 时 , 随着磨料中钢丸 、 钢砂的比例变化 , 钢 管表面的清理质量明显变化。
2.3 磨料组成比例对除锈等级和锚纹的影响
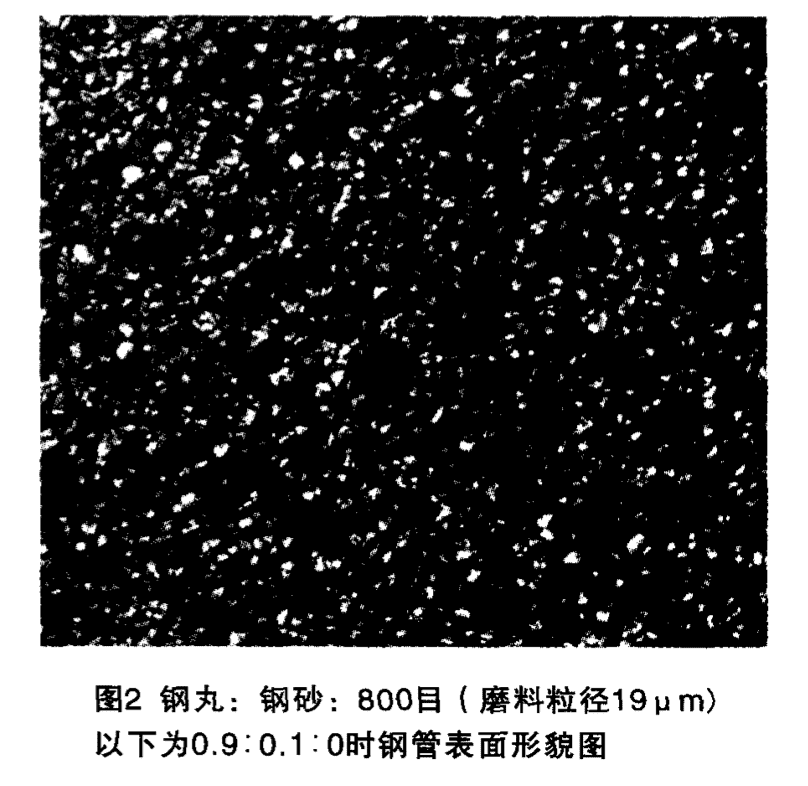
抛丸清理磨料 中的小粒径磨料 占的比重多 ,钢 管表面的覆盖率就高 ,但单粒磨料的冲击力小 ,小粒径 的磨料所 占比重少 ,钢管表 面的覆盖率就低 , 但单个磨料的冲击力就大。当降低钢管表面处理速 度时,也可增加钢管表面的覆盖率 。下面几组照片 图2到图6说 明了磨料 比例变化时的钢管表面形貌的 变 化 。 图 2 为 磨 料 中 钢 丸 占 0 .9 , 钢 砂 占 0 .1 时 , 钢 管 表面清理后 的形貌图 ,可以看到非常明显的圆形弹 痕 , 钢 管 表 面 覆 盖 率 没 有 达 到 10 0% , 部 分 锈 迹 未 清 除 。 参 照 国 际 标 准 IS08501—1钢 材 表 面 清 洁 度 标 准 , 除 锈 等 级 仅 可 归 为 Sal级 。 图 中 也 可 以 观 察 到 弹 痕 形 状 呈 波 浪 形 , 此 时 平 均 锚 纹 深 度 112 in, 锚 纹 深 度 分 布 范 围 在 70~ 134pm之 间 。 当 与 涂 层 结 合 时,这种锚纹形貌就难以起到 “咬合”涂料的机械 作用。
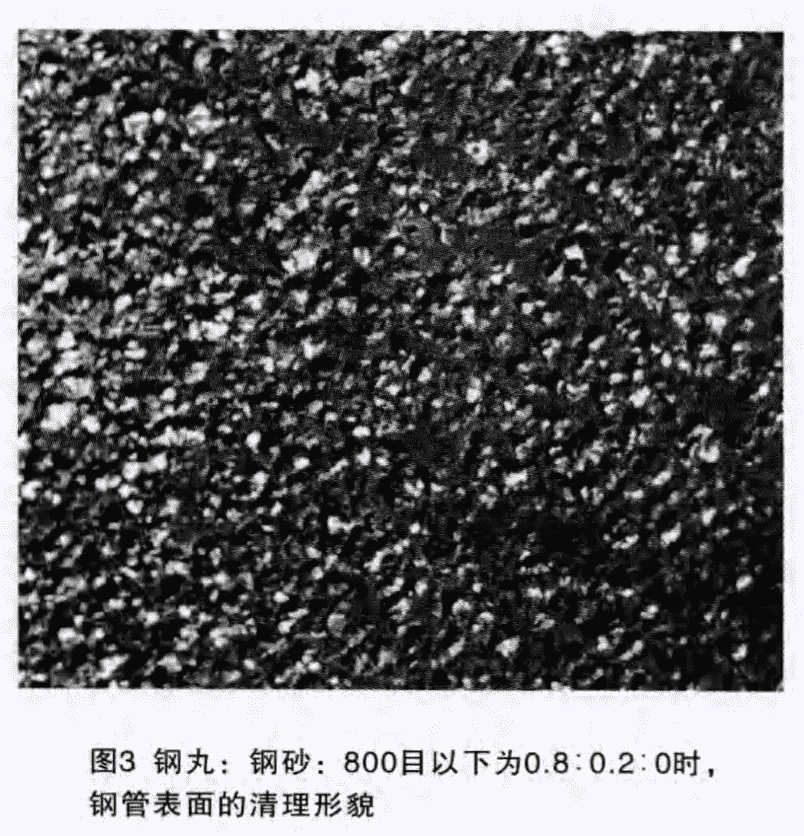
当钢丸所占比例为0.8,钢砂所占比例增加至0.2时,钢管表面清理后的形貌如图3所示。弹痕仍然很明显,钢管表面的覆盖率仍没有达到100%,但是大部分氧化皮,锈迹被全部清除,整体颜色呈现暗灰色。此时除锈等级达到5a2级。弹痕形貌仍然呈波浪形,锚纹深度将较大,平均为119um,分布范围在44-1224um之间。此时钢管表面处理效果仍不能达到与涂层紧密结合的要求。
当钢丸所占比例降低至0.4,钢砂比例增加至0.4,粒径小于194m的磨料增加至20%左右时,钢管表面清理后形貌如图4所示。图中没有圆形弹痕,钢管表面覆盖率达到了100%,但是表面仍然存在小面积的微锈尘覆盖区域,虽然呈灰色,但是没有完全露出金属的本色。此时除锈等级S2.5级,平均锚纹深度为90 um,分布范围在42~98um之间。
图5显示了钢丸比例下降至0.1时,钢管表面清理后的形貌,钢管露出了金属本色,除锈等级达到了Sa2.5级,即近白色金属等级,此时的锚纹深度分布在55- 110um之间。小粒径磨料的增加使锚纹深度略有增加。从图2至图5的组图可以看出,随比例的变化,表面凹坑直径减小,覆盖率逐渐增加,除锈等级逐渐提高,锚纹深度趋向稳定。

图6为钢管整体形貌,磨料中粒径低于19um的比例 占60%左右 ,钢管表面除锈等级显著提高达到近 白 色金属级 。钢丸、钢砂在使用一段时间后 的最佳 比例为0.1:0.3,粒径小于l9 um磨料比例达60%。
2.4 磨料组成对锚纹深度的影响
钢管经磨料清理后 ,表面会出现细微 的波峰和波谷 ,涂料会深入到波谷的底部 ,而波峰会咬住涂 层 ,形成锚或者机械齿 ,这就是涂层与钢管表面锚 纹的机械作用。锚纹一方面是指锚纹的深度 ,一方面是指锚纹的轮廓形状 ,有尖角形和弧形等 。钢管表面处理中,对锚纹的轮廓形状并不重视 ,但对锚 纹深度却有要求III。呈尖角形的锚纹可与涂层间形成机械作用力 ,但是太尖锐的锚纹却是点蚀的诱因。
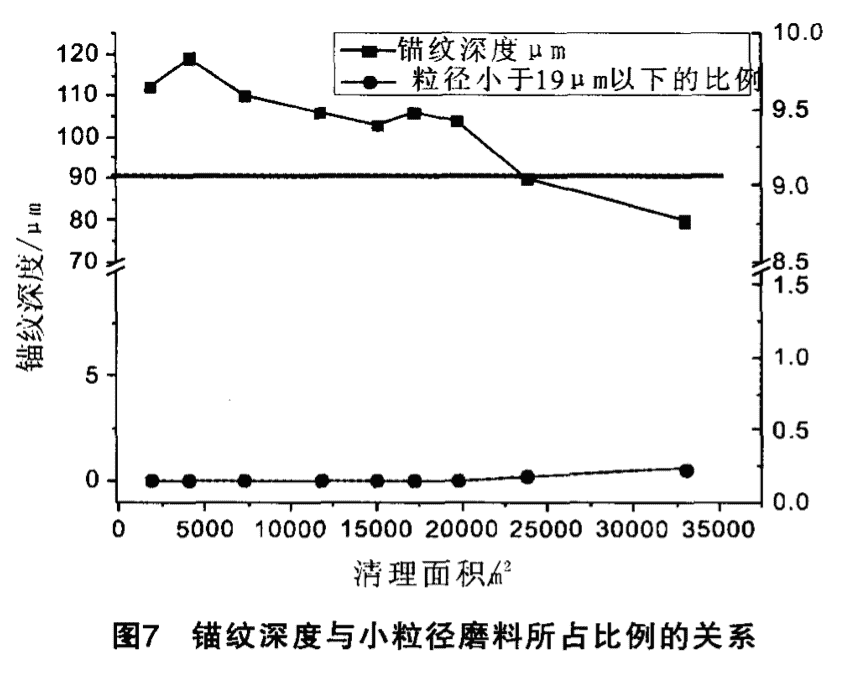
这也是选用混合磨料处理钢管表面的原因。大 、小 粒径和不同形状磨料的混合使用 ,使钢管表面的锚纹深度与形貌均能达到涂层 的要求 。依据本文前面 磨料 比例 与钢管形貌 的分析 ,可 以看到粒径小 于 19 m以下的磨料的增加使得锚纹深度逐渐下降 (如 图 7所 示 ) , 但 比 例 增 加 至 60% 时 , 锚 纹 深 度 却 略有提高。图7中,锚纹深度下降至90 m左右,需要粒径小于19 m的磨料的比例增加至20%以上。
3 .结论
除锈等级 、锚纹深度、灰尘度级别在比例钢丸 0 .1 ,钢砂 0 .3 , 800 目以下 0 .6 时达到最佳状态 , 此时即使抛丸清理速度高达 8.25m 2/m in时 ,钢管清理质量 保持良好 。小粒径磨料对钢管表面处理质量的影响较大。如何 添加钢丸。钢砂保持这一 比例不再变化 ,需要进一步的试验。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1197/
 微信联系咨询
微信联系咨询 