盘条氧化铁皮 的去除方法主要有化学酸洗 和机 械剥 离两种 ,而机械剥离 主要采用抛丸技术 。介绍 了抛丸技术 的工作原理 ,对 M2高速钢盘条抛丸前后 的表 面和性能做 了对 比研究 。研 究表 明 ,抛丸后 的盘条 氧化铁皮基本去除 干净 ,盘型和表 面均得 到有效 的改善 ,抛丸对脱碳 层的影响不大 。抛丸后 硬度增加 约 30HV,硬度影响层约 0.08mm。抛丸后盘条 的抗 拉强度增加 8.59MPa,断 面收缩率减 小 10.26%。后续拉拔验证抛丸后 的 M2高速钢盘条 能够 满足拉拔要求 。
高 速 钢 盘 条 是 生 产 钻 头 、丝 锥 等 刀 具 产 品 的 基础材料 ,在盘条的生产过程中会产生硬而脆且难变 形的氧化铁皮 ,影响后续拉拔工艺。因此 ,氧化铁皮 在拉拔前必须去除。去除氧化铁皮 的方法主要有化 学酸洗和机械剥离两种 ,而机械剥离主要采用抛 丸技术 。盘条的抛丸技术前人 已经有过研究 ,研 究结果表明,从环保 、成本、效果 、维修等多方面综合 评价,抛丸优于酸洗,可以取代酸洗,但抛丸工艺在 高速钢盘条的应用效果研究甚少 ,本文对高速钢盘釜抛丸后的表面进行了研究。
抛 丸 的 原 理 是 抛 射 出 高 速 密 集 的 钢 丸 ,打 击 盘条表面 ,使盘条表面的氧化铁皮、锈蚀层及其污物迅 速脱落 ,获得一定粗糙 的洁净表 面 。盘条表面受 到外力的作用 ,必然使其性能发生改变 ,本文对抛丸前后高速钢盘条的性能变化进行 了试验研究。
1 试验方法及材料
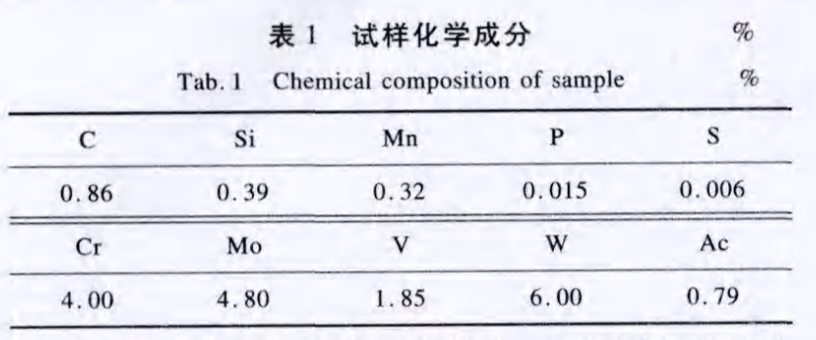
试验所用抛丸机设备型号为 XQ一1I型通过式 盘条抛丸机组,钢丸采用QB一2、QB一3、QB一4 混 合 使 用 ,钢 丸 配 比 为 :50% QB 一4 + 30% QB 一3+20%QB一2。卷曲频率 20Hz、抛投频率为 45 Hz、风 门开 度 20。。试验所用材料材质为 M2,规格 为 qb5.5mm 的 热 轧 高 速 钢 盘 条 ,试 样 成 分 见 表 1。

对8卷高速钢盘条进行抛丸,每卷抛丸前后取样,共取8组试样,依次编号为1-8#,每组2个试样,分别为抛丸前后试样进行氧化铁皮、脱碳层、拉伸性能、硬度的检测,对检测结果进行对比分析。
氧化铁皮的检测方法为,采用扫描电镜对抛光后的盘条试样进行观察测量。脱碳层的检验采用金相法,即使用硝酸酒精溶液腐蚀显微组织,放大100倍进行观察测量。拉伸性能检验在电液伺服万能试验机上进行,测其抗拉强度和断面收缩率。硬度是衡量金属软硬程度的一种性能参数,它的测试方法有回跳法、划痕法及压人法3种。用压人法测得的硬度值表征金属的塑性变形抗力及应变硬化能力。
一般钢材交货硬度的检验采用布氏硬度试验法,布氏试验机测试硬度的原理是用一定大小的载荷F,把直径为D的圆钢球(或硬质合金球)压入试样表面并保持一定时间后卸载载荷,测量试样上的圆形压痕直径dmm,查表找出对应的布氏硬度值。本试验中所用试验材料直径为5.5 mm,因其检验面较小,常规布氏硬度检验法不适应,所以采用载荷为5 N的维氏硬度检验法。
2试验结果与分析
2.1盘型和表面
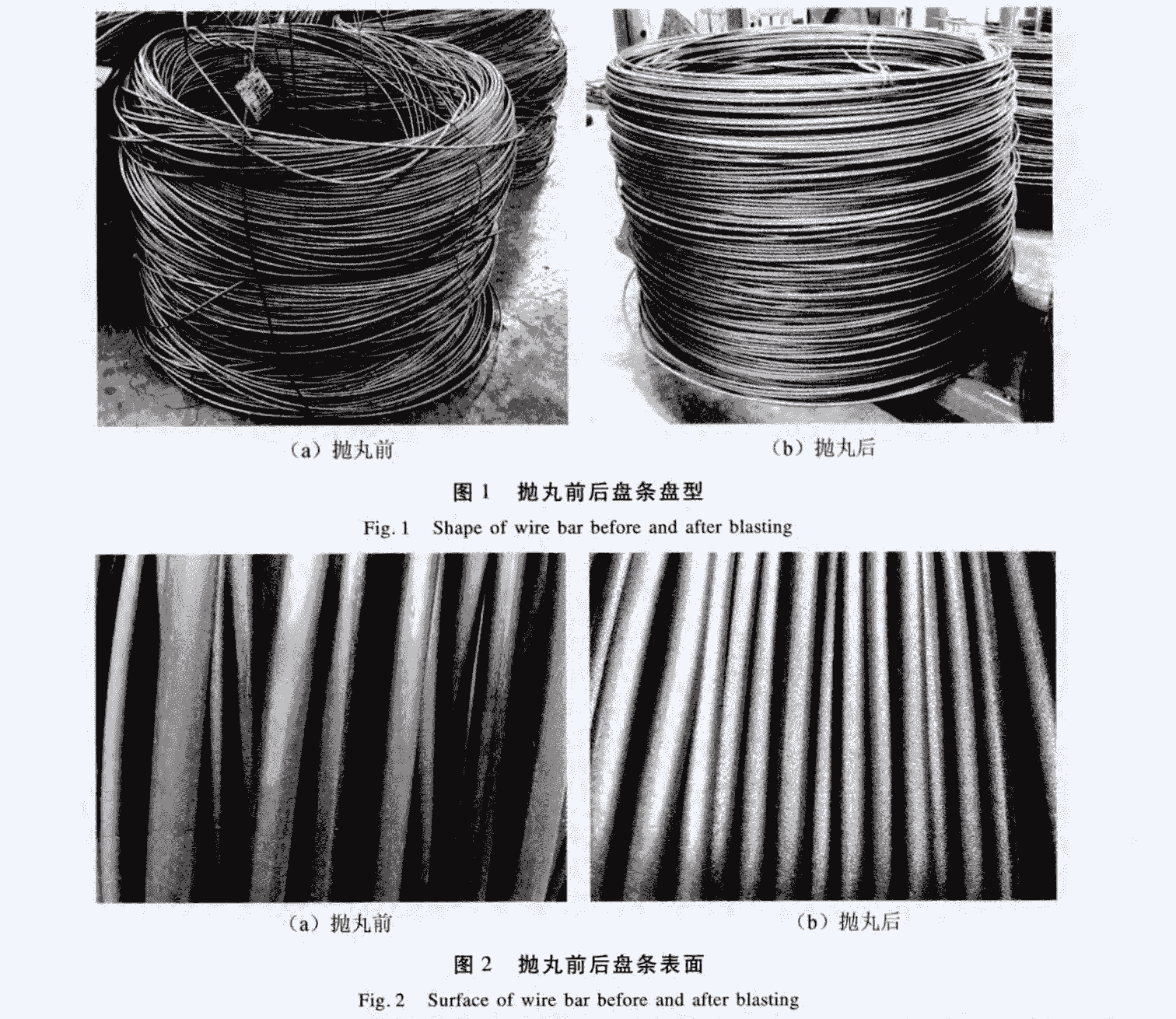
图1为抛丸前后盘条盘型图片。由图1可以看出,抛丸后盘型规矩,整齐,盘型较好。图2为抛丸前后盘条表面图片。由图2可以看出,抛丸后盘条表面光亮,颜色一致,形象较好。抛丸前的盘条,因为退火的原因,盘条表面颜色不一,卖相较差。
2.2氧化铁皮
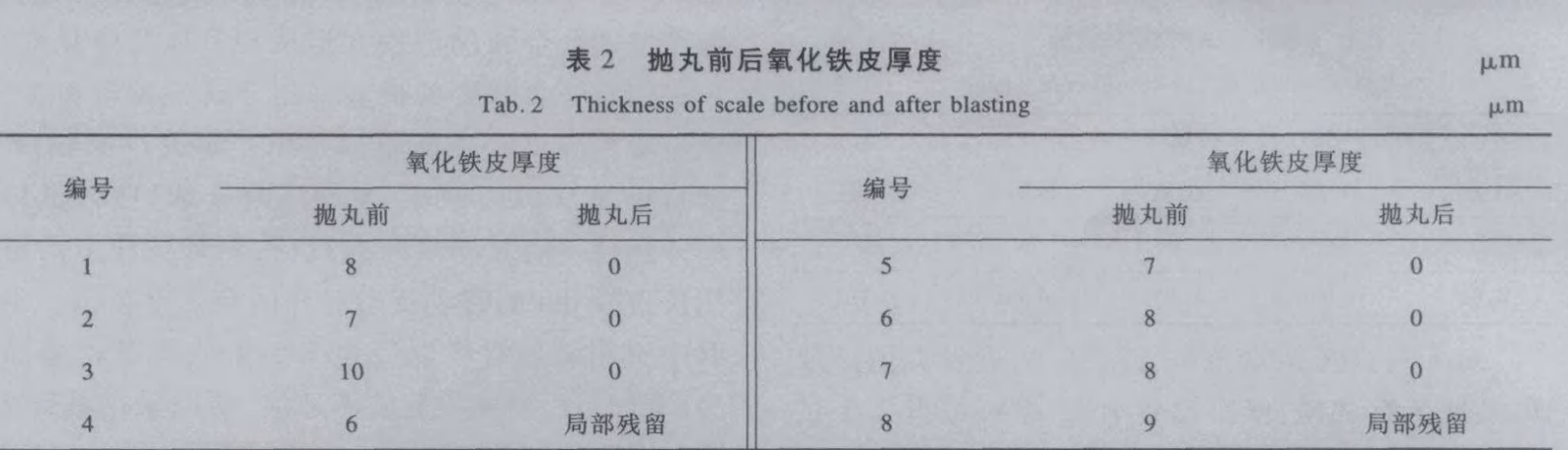
表2为抛丸前后试样上氧化铁皮厚度检验结果。由表2可以看出,抛丸后氧化铁皮基本去除干净。图3为抛丸前后试样上氧化铁皮的金相照片。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1244/
 微信联系咨询
微信联系咨询 