高韧性钢丸的微合金化以及等温淬火工艺研究
分析 了目前钢丸的使用情况和不足。通过微合金化和等温淬火工艺,研究一种新型高韧性钢丸。确定了合适的 化 学成分范围,获得正确的淬火工 艺参数 ,得到以下贝氏体为主的淬火混合组织。在保证 钢丸足够硬度 的基础上 ,提高了钢丸韧性 ,保证 了钢丸 的清理效果 ,延长了使用寿命 。
早 期 金 属 磨 料 的 材 质 是 白 口铸 铁 , 白 口 铸 铁 硬 度 高,但是 由于脆性大 ,易破碎 ,已经不能适应现代工 业的要求,基本被淘汰。国外从19世纪50年代发展 了第二代金属磨料高碳钢丸,在金属表面清理 、除锈和金属强化等方面,迅速取代了传统的白口铸铁钢丸。 国内高碳钢丸的研究始于 19世纪 80年代,根据 国 家 标 准 GB 6484- – 86和 GB 6485- – 86 的 规 定 , 普 通钢 丸 的 化 学 成 分 : 0.85% ~1.20~/oC, 0.40% ~1.50% Si, 0.60~/~ 1.20% M n , P ≤ 0.05% , S ≤ 0.05% 。 热 处 理 后 的 组 织一般为回火索氏体、回火屈氏体、回火马氏体加残余 奥氏体。回火索氏体的硬度很低,一般为 30HRC左右 , 耐磨性不足 。根据企业要求 ,为 了提高产 品硬度 ,使钢 丸硬度达到50HRC左右,有些厂家采用低温回火,获 得回火马氏体加残余奥氏体组织。虽然硬度提高了,但 是韧性低,破碎率高,难以满足用户生产的要求。
本研究是在保证产品有足够硬度的基础上 ,提高 钢丸的韧性 ,既提高钢丸的清理效率 ,同时又延长钢 丸的使用寿命。通过调整钢丸的化学成分进行微合金 化,采用等温淬火热处理工艺获得下贝氏体为主的混 合组织 ,达到提高钢丸性能 、延长钢丸使用寿命的 目的 , 获 得 高 韧 性 钢 丸 。 选 择 合 适 的 淬 火 介 质 , 确 保 奥 氏体 的转 变温 度和保 温 时间 。借助 于显微 镜 ,观察 钢 丸的金相组织 ,分析下贝氏体的含量与分布。测试分 析等温淬火钢丸的力学性能 ,主要包括钢丸的韧性和耐磨性 ,并与高碳钢丸进行比较。
1 研究过程
钢丸的生产工艺流程 :熔炼造粒一粗分一淬火一 精 分 一 包 装 。
1.1 化学成分设计
在钢丸中 ,碳元素可 以形成碳化物和固溶强化 ,提高钢丸的耐磨性和强度。降低铁碳合金的熔点 ,增 加钢液的表面张力,增加成丸的分散度,减小颗粒度, 提 高 钢 丸 的 圆 度 。 硅 元 素 的 含 量 在 0 .4 % 范 围 内 有 以 下 优点,降低熔点,改善流动性,并起钢液脱氧作用; 固溶强化提高钢的强度 ,改善钢 的热裂倾 向,但是 , 含量过高时,则引起断面收缩率下降,特别是冲击韧 性显著降低 ,增加钢丸脆性 ,容易破碎 ,因此 ,含硅 量应控制在 0.60%~1.50%之间。锰元素可以与铁元素 形成无限固溶体 ,产生固溶强化 ,提高钢的强度和硬度 ;另一方面 ,可以增加流动性 ,缩小结 晶温度范围, 与硅一起发挥钢液复合脱氧作用 。锰元 素可提高硅 、 铝的脱氧效果 ,也可以与硫形成硫化物 ,去除硫的有害作用。磷元素是有害元素,虽然有较强 的固溶强化 作用 ,能提高钢的强度和硬度 ,但是磷化物可以强烈 地降低钢的韧性 ,增加低温脆性 ,增加钢丸的破碎率 , 应该严格控制 。硫元素也是有害元素 ,硫只溶于钢液 中,而且在固溶体 中的溶解度很小 ,凝固过程中产生 严重的硫偏析 ,导致钢的热脆性 。钨元素是碳化物形 成元素 ,提高材料的硬度和耐磨性 ,提高奥氏体稳定 性 ,促进 C曲线右移。钼元素类似于钨元素 ,也是碳 化物形成元素 ,提高材料的硬度和耐磨性 ,提高奥 氏 体稳定性 ,促进 C曲线右移。铝起钢液脱氧作用及细 化晶粒 ,可以提高抗氧化性能及抗氧化性酸类 的腐蚀 作用 ,在钢液 中加人一定 的铝 ,能够排 除气体杂质 , 防止钢丸产生气孔及疏松,提高致密度。通过查 阅大量技术资料,最终确定钢 丸的成分控 制范围 (质量分数):0.85% 1.20%C,0.60%~1.50%Si, 0.60%~1.50% Mn,0.10%~0.45% W ,0.10%~0.45% Mo, P ≤ 0 .0 4 % . S ≤ 0 .0 4 % 。
1.2 钢丸的熔炼造粒工艺
1.2.1 熔炼
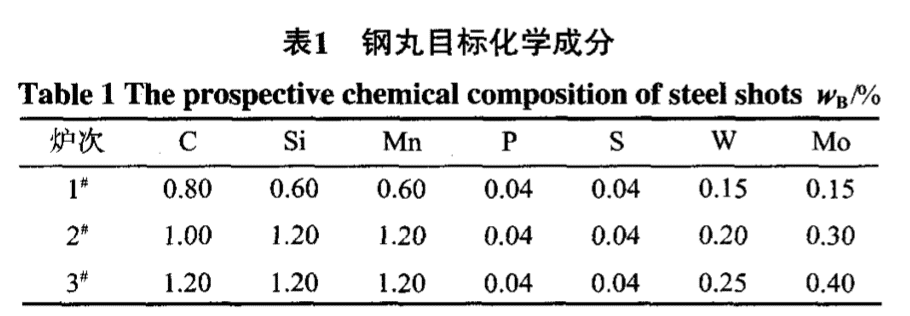
采用中频感应 电炉熔炼 ,准备成分 比较纯净 的碳素 钢 废 料 料2~3t;铁合金:硅铁,锰铁,钨铁,钼铁。考虑到 铁合金 中的合金元素含量多少 ,分别按照 目标成分进 行 配 料 , 见 表 1。

为了确保成分的准确性 ,每炉不要熔炼太多 ,1t 左 右 为 宜 , 出 钢 温 度 ( 1 6 0 0 +_ 3 0 ) °C , 注 意 脱 氧 处 理 。分别按照三个 目标成分 各熔炼 1t钢液并进行造粒 。
1.2.2 造粒
采用高压 喷水 装置进 行造粒口],造粒 前注 意把水 池 中的其他钢丸清理干净 ,不要与其他钢丸混淆。对应 上述三种目标成分钢液分三组 1、2、3造粒,并且分类保存。
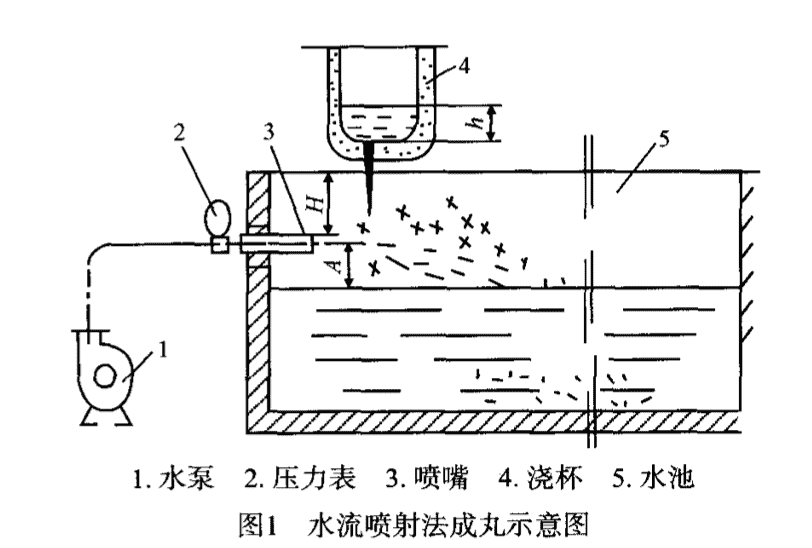
水喷法时高压水流的喷射方 向和金属流流动方向的夹角可以成垂直,如图 1所示 。外部水流经高压水 泵加压后喷射出来 ,把金属流破碎成颗粒状液滴 。这 些金属液滴在飞行过程中,由于表面张力的作用而变 成球形 ,然后落入水中冷却 、凝 固。水喷法控制的喷 射 压 力 为 0 .7 – 0 .2 5 M P a 。
1.2_3 筛 分
使用筛分设备 ,分别把 1、2、3钢丸进行筛分,按照 不 同的粒 度大小进 行分类存放 。
1.3 钢丸的等温淬火
1.3.1 等温淬火的理论基础
过冷奥氏体组织将要发生分解和转变 ,随着过冷 度的不同,转变产物也不同,如图 2所示,共析钢当 过冷度较小时 ,奥氏体在较高温度范围内分解 ,产物 为珠光体;过冷度很大时,奥氏体转变为马氏体;在 二者之间的温度范围内发生中温转变 ,形成贝氏体组 织。加入适 当的合金元素会使 C曲线右移 ,延长奥氏 体的孕育期 ,保证过 冷奥 氏体转变的进行 。
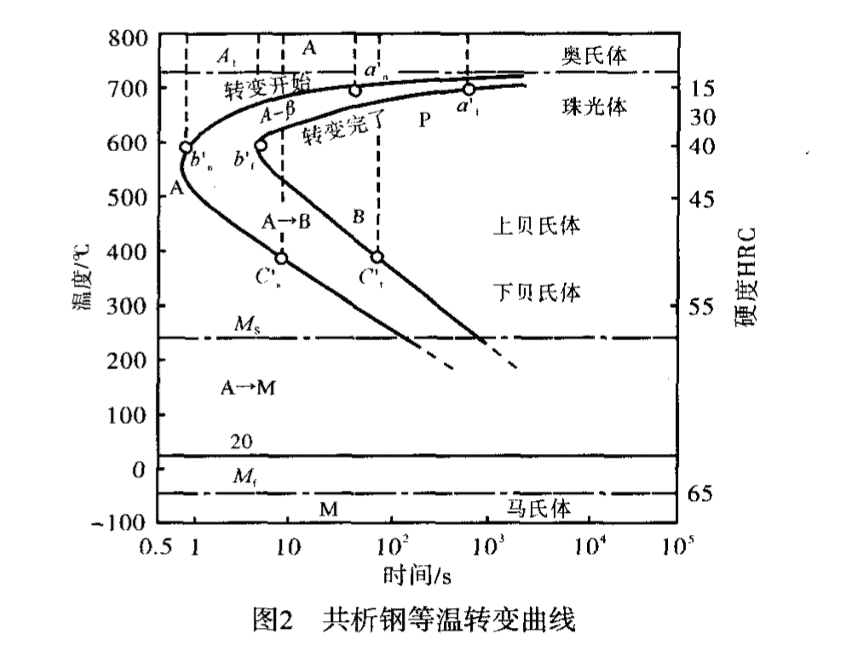
珠光体组织塑性、韧性好,而硬度、耐磨性不足, 马氏体结构硬度高,但韧性差 、脆性大。贝氏体分为 上贝氏体和下贝氏体。上贝氏体形成温度在 550~350°C 之间 ,上贝氏体是成束平行排列 的条状铁素体和条 间 渗碳体所组成的非层状组织 ;下贝氏体的形成温度是 350°C至Ms点之间,下贝氏体是片状铁素体内部有碳 化物沉淀的组织。贝氏体的强度和硬度随着形成温度 的降低而提高 ,并且随着含碳量 的增加而上升,高碳 下贝氏体的强度和硬度高于上贝氏体 ,并且下贝氏体 的韧性远远高于上 贝氏体 ,下贝氏体 能获得高强度 、 高 硬 度 和 高 韧 性 的 配 合 。 以 30CrM nSi钢 为 例 , 对 于下贝氏体为主的混合组织,可以获得更好的硬度和韧性匹配,如图3所示。

1.3.2等温淬火装置
淬火加热炉采用自制的90KW电阻炉,不锈钢内胆,炉体环绕电阻丝。加热炉旁边放置淬火槽,也是采用电阻丝加热。带有镍铬镍硅自动控温仪。
1.3.3等温淬火工艺
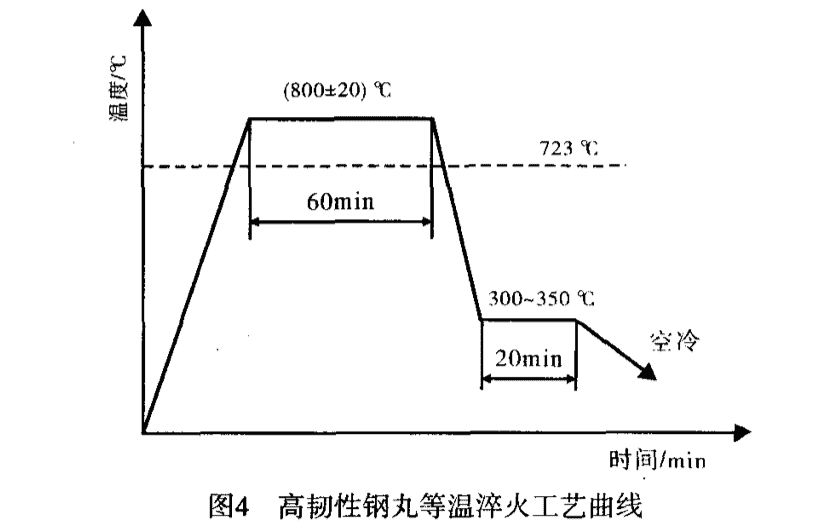
钢丸的等温淬火工艺如图4所示,对1″、2″、 3″钢丸分别进行淬火加热,淬火过程如下。
(1)淬火加热温度: (800±20) ℃。在淬火加热炉内把钢丸加热到预定温度,并且保温1h,使奥氏体均匀化。
(2)淬火介质:硝酸钾和亚硝酸钠, 55%
KNO,+45%NaNO20
(3)淬火介质加热:设计制造一个介质加热装置,包括炉子和淬火槽,把介质加热到300-350℃,恒温。
(4)等温淬火过程:把加热好的钢丸放入淬火介质中,保温20 min,然后取出空冷。放入过程要快速平稳,防止淬火介质飞溅烫人。不要一次放入钢丸太多,防止介质升温。保温过程中要监控温度。
1.4 钢丸的后处理
淬火后的钢丸要进行冷却、清洗、干燥,然后包装。钢丸经过保温20min等温淬火后,放在空气中自然冷却到室温状态,其间不要用水激冷,以免产生氧化现象。淬火冷却后的钢丸,表面粘有少量淬火介质,用温水去除。冲洗干净的钢丸可以自然凉干,也可以通干燥空气风干,或者在红外线加热炉内干燥,干燥温度不能太高,几十度为宜。
2研究结果及分析
2.1 化学成分分析
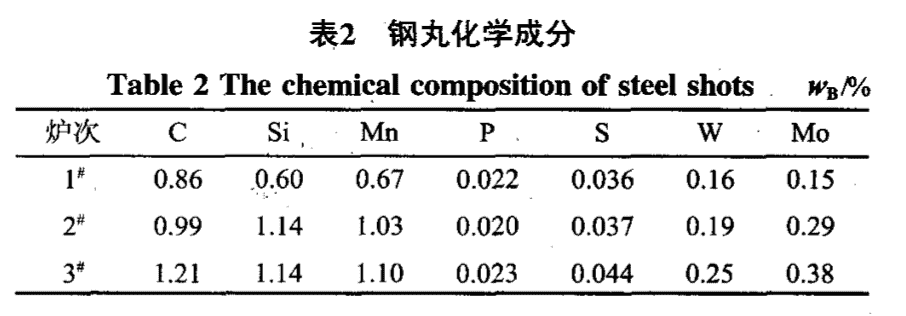
分析钢丸的化学成分,检验是否符合目标成分,分析结果见表2,可以看出,实际化学成分,与表1中的目标成分基本接近。
2.2金相组织观察
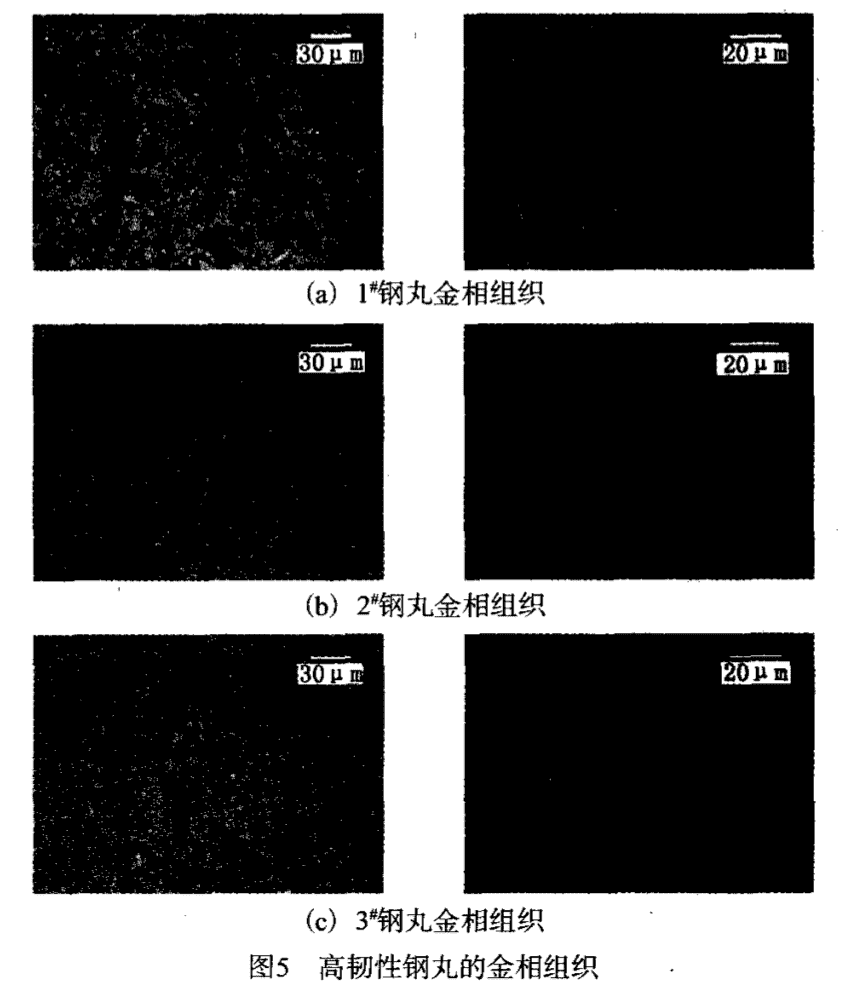
用OLYMPUS倒置式金相显微镜观测淬火钢丸S50的组织形貌,分析下贝氏体的形貌和分布,如图5所示。图中,上、中、下每两幅图片分别代表1″、23″钢丸在不同放大倍数下的金相组织,可以看出,三种钢丸的组织都是以贝氏体为主的混合组织,其中,1″钢丸含有下贝氏体相比例较大, 2″钢丸马氏体含量稍多, 3″钢丸马氏体含量最多。因而, 1″、2″钢丸具有较好的韧性、硬度适中, 3″钢丸韧性较差、硬度较高,这在后续性能实验中得到证实。
2.3性能测试
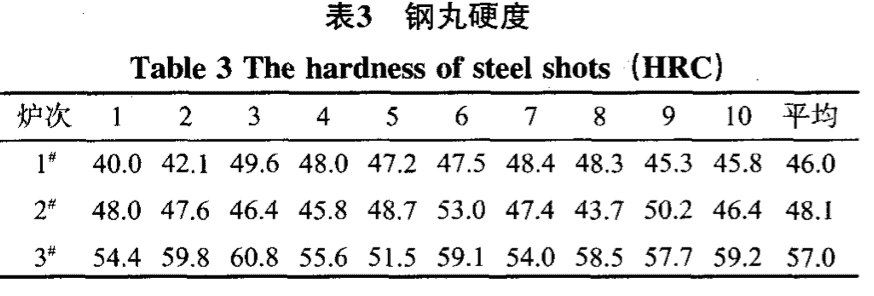
(1)硬度测试。每炉检测10个钢丸的硬度,测试的结果如表 3所示。
(2)韧性检测 。在寿命试验机上 ,检测钢丸的循 环 使 用 次 数 。 传 统 钢 丸 S550 的 循 环 次 数 为 2 980、 3020、3050, 平 均 循 环 次 数 3016次 ; 1 高 韧 性 钢 丸S550的循环 次数 为 4120、4110、4080,平 均 循环 次 数 4 103 次 。 高 韧 性 钢 丸 的 平 均 使 用 寿 命 是 传 统 钢 丸 1 .3 6 倍 。 2 钢 丸 的 循 环 次 数 与 】 钢 丸 比 较 接 近 , 3 钢 丸 的 平 均 循 环 次 数 相 对 较 低 , 为 3 766 次 , 但 仍 然 高 于 传 统 钢 丸 S550。
3结论
(1)确定了钢丸合适 的化学成分 ,成分控制范围 (质 量 分 数 ) : 0.85% ~ 1.20% C , 0.60% ~ 1.50% Si, 0 .6 0 % ~ 1 .5 0 % M n , 0 .1 0 % – 0 .4 5 % W , 0 .1 0 % – 0 .4 5 % M o ,P ≤ 0 .0 4 % , S ≤ 0 .0 4 % 。 在 此 范 围 内 , 可 以 把 碳 及 合 金 元 素 控 制 得 低 一 些 , 有 利 于 优 化 钢 丸 的 组 织 和 性 能 。
(2)制订了合理的等温淬火工艺和淬火工艺参数, 钢丸淬火加热温度 (800+20)°C,淬火介质 55% K N O 3+ 4 5 % N a N O 2 , 介 质 加 热 温 度 3 0 0 ~ 3 5 0 °C , 淬 火 保 温 时 间 20min。
(3)通过微合金化和等温淬火工艺,获得 以下贝氏 体为主的混合组织 ,在保证适 当硬度的基础上 ,提高
了钢 丸的韧性 。 (4)高韧性钢丸可以替代一般高碳钢丸 ,保证了清
理效果,使用寿命是高碳钢丸的1.36倍。节约了资 源,具有 良好的经济效益和社会效益。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1286/
 微信联系咨询
微信联系咨询 