超声波喷丸机器人
定制生产超声波喷丸强化和成型校形机器人,本设备分国内生产和代理进口两种,均可以根据实际需要定制生产,高度集成,产品质量可靠,在去应力、喷丸强化、喷丸成型方面应用广泛,欢迎有需要的客户联系咨询。


近年来,随着超声波技术的发展,尤其是大功 率超声冲击设备制造技术的日益成熟,应用高能超声波产生的冲击波进行金属板料的塑性成形与校形 成为了可能。
以高频率(一般在20kHz以上)、 高达数千瓦功率的超声波作为能量 源,通过换能器转换为同频率的纵波 机械振动能量,再通过变幅杆进行放大,高能量密度的机械能冲击波作用 于金属表面,使金属板料发生弯曲变 形,由此实现金属板料的喷丸成形和 校形。由于其工艺过程和原理类似 于传统的喷丸工艺,所以称为“超声波”喷丸成形与校形。
近年来,随着超声波技术的发 展,尤其是大功率超声冲击设备制造 技术的日益成熟,应用高能超声波产 生的冲击波进行金属板料的塑性成 形与校形成为了可能。高能超声波 喷丸成形和校形技术其设备成本低、 工件性能高、适用性广、且工艺过程 环保,在美国和欧洲一些国家的航空 航天部门已经得到了重要应用, 但我国的研究和应用尚处于起步阶段。
超声波喷丸成形与校形技术
1基本原理
超声波喷丸技术利用高能量密度的超声波经冲击介质(钢质撞针或 者弹丸)冲击金属材料表面,在金属 材料表面产生远大于材料动态屈服 强度的巨大冲击力,从而引发材料表 面剧烈的塑性变形。材料表面层的 微观组织由于这种剧烈的塑性变形 而得到极大的碎化(可达纳米级别), 产生密集、均匀且稳定的位错增殖。 与此同时,材料内部诱导产生了高幅 的残余压应力分布,当残余压应力积 累到一定程度时,板料会发生宏观的 弯曲变形使其内部力系重新达到平衡,并形成新的内部应力分布。通过 调整超声波喷丸的不同参数,便可以产生相应的残余应力场分布,实现板 料光滑曲率的精密成形与校形。
2技术特点
超声波喷丸成形和校形相较于 其他成形与校形方法,技术优势十分明显,主要体现在以下几个方面。
(1)可实现较厚板材的成形。由于其特有的高应变率效应,能够产生幅度和深度更大的残余压应力场, 实现更大曲率半径的成形和校形,在 厚板局部成形和校形方面具有独特 的优势。在厚度不大于22mm的铝合金板材上可以成形和校正形状,而 传统机械喷丸成形则因板材太厚而 不能有效成形和校形。
(2)能实现复杂形状工件的成 形和校形。超声波喷丸设备结构简 单、操作方便,能够对复杂的结构件 (如腔体)进行局部成形处理,设备的工艺参数少(超声波发生器的频率、 撞针规格、振幅),可控性好,对于不 同变形特征的成形和校形过程选取 适用的设备工艺参数,可控制金属板 料表面的残余应力大小和深度,从而 达到控制金属板料表面残余应力场 的分布,可实现金属板料的精确成形和校形。
(3)成形后的材料综合性能较其他喷丸成形方法好。与其他喷丸 成形相比,超声喷丸成形后的板材表 面光滑、粗糙度良好。撞针垂直方向 撞击材料表面,且速度要小于传统丸 粒,撞针撞击部位的圆度和表面粗糙 度精度高,而这些因素都使喷丸处理 后的工件表面粗糙度值下降。除此 之外,超声波喷丸进行成形的同时所产生的残余压应力是传统喷丸及激 光喷丸的数倍,更大的残余压应力值 提高了工件材料的抗疲劳、抗腐蚀及抗变形的能力。
(4)无污染。机械喷丸成形需要在每次喷丸结束后对弹丸进行收 集、清洗、分级以及破粒去除,而超声 波喷丸成形采用的钢质喷丸介质不 容易磨损,长时间作用磨损后也很 方便更换,是一项无污染绿色制造技 术。
(5)设备的成本低。超声波发生器尺寸较小、能耗低,整个超声波 喷丸装置可做成移动便携式,应用场 所不受限制,完全可以在车间生产线 进行现场作业。

3研究和应用进展
超声波喷丸强化、超声波喷丸成 形与超声波喷丸校形统称为超声波 喷丸技术,是最近十几年兴起的一种 表面处理技术。超声波喷丸强化技 术主要是利用弹丸或撞针对金属材 料表面进行高速重复冲击使其产生 硬化层,以达到提高金属零件的表面 强度、疲劳寿命等目的。超声波喷丸 校形与成形技术则是通过撞击产生 残余应力,迫使板料产生宏观弯曲变 形,在材料“增寿”的同时,达到成形 与校形的目的。超声波喷丸强化技 术相对比较成熟,已有较广泛的应用 及研究报道,而超声波喷丸成形与 超声波喷丸校形研究和应用报道则 比较少。
2005年,乌克兰Pmk叩enko等14l 提出一种新型的超声波喷丸设备专 利,采用撞针作为工具头,又称为超 声波喷丸。他们用该设备处理大型 平面,有效提高了表面硬度,材料的 表面粗糙度也优于传统喷丸。
2006年,俄罗斯Statnikov等 比较了在超声波喷丸中采用撞针和 丸粒效果的不同。结果证明了采用 撞针的超声波喷丸工艺在材料表面 所产生的应力要大于普通超声波喷丸。
2007年,英国谢菲尔德哈勒姆 大学的Rodopoulos等对比了数控 喷丸、激光喷丸和超声喷丸(工具头为撞针)3种方式对2024一T35l铝合 金疲劳寿命的改善效果:(1)3种表 面处理工艺均能在表面产生残余压 应力,应力幅值为220MPa左右。前 两种方式在距离表面100—300um处能产生更高和更均匀的残余压应力, 而超声喷丸在距离表面0.14~1.1mm 处产生的残余压应力更好。激光喷丸和超声喷丸产生的最大残余压 应力层为1.6mm左右,数控喷丸为 1.1mm。(2)数控喷丸和超声喷丸明显的提高了材料表面的硬度,而且超声喷丸的有效深度要好于数控喷丸, 其峰值存在于距离表面150um处。 而激光喷丸产生的影响较小,可忽 略。(3)数控喷丸对于表面粗糙度 提高了18%,激光喷丸7%,超声喷 丸8%。结果表明,材料经超声波喷 丸后具有最好的综合机械性能。
1996年法国SONATS公司开始 了超声波喷丸技术的研究,1999年 开发出第一套超声波喷丸设备及其 相应的超声波喷丸工艺,目前已推 广应用于航空航天、造船及汽车等 行业。SONATS公司对机翼蒙皮局 部变形进行了矫形处理(如图l所 示)用。
2001年,KSA公司着手研发了 7轴数控喷丸设备,并在之后与空中 客车公司合作的A380、A318/A340 等诸多项目中发挥了重要作用。发 展至今,已经成为国际上飞机大型板 件成形的先进工艺技术,但同时由于 飞机壁板这种成形对象的尺寸过大、 材料属性的不均匀和加工硬化等无 法精确预测或在线预测的因素影响, 数字化喷丸成形后的航空结构件仍 旧需要使用便捷、灵活的超声波喷丸 进行局部成形和校形,KSA公司提 出了采用超声波喷丸成形和校形技术。
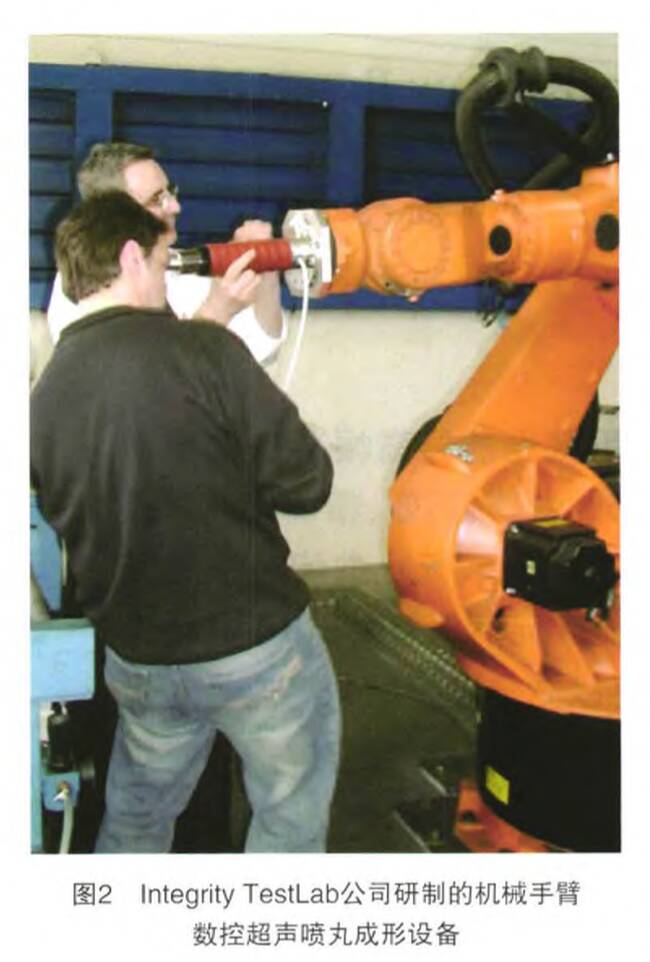
美国Integty Testing Laboratory公司与法国SONATS公司同时提出了采用机械手臂进行数控超声波喷丸成形的技术。图2为IntegrityTestLab公司研制的机械手臂数控超声喷丸成形设备,率先推进了超声波喷丸成形和校形设备的数控化。
中航飞机股份有限公司西安飞机分公司与南京航空航天大学联合开展了C919飞机机翼整体壁板超声波喷丸成形和校形工艺验证研究,在3-22mm超硬铝板上进行超声波喷丸成形和校形试验,获得了满意的效果,形成了公司适用的超声波喷丸工艺规范文件。
超声波喷丸成形的振幅、覆盖率以及喷丸时间等工艺参数如果选择不当,会造成喷丸工件表面质量的变差,喷丸过度会造成疲劳寿命的下降,因此,需按照工艺规范文件进行操作和选择工艺参数。
关键技术分析
超声喷丸成形和校形技术具有很大的发展潜力,跟国外发达国家相比,目前国内在设备和相关工艺技术研究方面均刚起步。需要尽快开展超声波喷丸成形和校形关键技术的研究工作。
(1)超声喷丸效能的最优化问题。
超声波喷丸过程复杂,涉及到机 械学、声学、振动学、电学等诸多 学科,要想取得最佳喷丸效能, 应综合考虑各个喷丸参数对喷 丸效能的影响。如超声波发生 器频率及工作功率、撞针直径及 数量、撞针分布密度、撞针振幅、 喷丸时间等,均衡设定各个喷丸 参数,取得最佳喷丸效能是一个 值得国内外学者研究的大问题。
(2)超声波喷丸参数和板 料成形量/校正量之间的定量 关系和残余应力场的有效控制。
成形量和校正量是评价超 声波喷丸成形和校形效果最直 接的指标,而塑性变形量是由残 余应力场决定的。因此,需要通 过理论计算、试验研究、测试以 及有限元模拟等手段建立超声 波喷丸参数与残余应力场的大 小和分布的对应关系,再进一步建立残余应力场与板料成形量/校 正量的计算模型,三维残余应力场的 获得是值得研究的重点问题。
(3)利用有限元分析软件对超 声喷丸过程进行数值模拟时模型的 精确建立。
由于喷丸过程是一定数量的撞针同时间冲击工件表面,工件表面受到各个撞针的动载作用,同个工具头上各个撞针的冲击方向和冲击力大小有可能不同,而这些因素都会不同程度地影响到工件表面形貌及机械性能,所以整个物理过程非常复杂,很难建立精确的工件受喷模型。此外,撞针和材料在高应变率下的材料属性很难给定,接触和摩擦条件也难以准确描述,使得精确建立超声喷丸过程的有限元模型十分困难,影响到有限元模拟的准确性。
(4)超声波喷丸成形和校形工 艺规划方法与准则的建立。
通过大量的基础试验,研究确立 超声波喷丸参数对成形和校形变形 规律的影响,对不同变形特征的零件 进行成形和校形的试验和测试,分析 超声波喷丸参数对该区域流线形态、 表面质量、成形精度、残余内应力、疲 劳寿命的影响,得到超声波喷丸参数 的取值范围和适用场合,从而形成复 杂变形特征的金属板件超声波喷丸 成形和校形工艺的设计方法及准则。
总结和展望
(1)超声波喷丸成形和校形是 一种新型的绿色高效喷丸新技术,丰 富了板料的塑性成形与校形技术,与 传统机械成形与校形技术相比,其执行机构轻巧、容易实现自动化控制、 板料校形能力和范围大、表面质量 好,在航空航天领域具有广阔的应用前景。
(2)超声喷丸成形和校形技术能用于解决目前飞机制造中大厚度、 复杂曲面的机翼整体壁板局部喷丸 成形与变形校正的问题,显著提高飞 机机翼壁板的制造精度和生产效率, 并降低生产成本。
(3)结合当前超声波喷丸成形 和校形技术的研究现状,超声波喷丸 技术要推广到工程实际应用,还需要 深入地研究超声波喷丸成形与校形工艺对材料实施成形和校形效果的研究,加强对大尺寸、大厚度复杂变形零件的应用探索,并开展预应力超声波喷丸板料成形与校形技术。提高复杂板料变形的成形和校形能力以及精度。
通过对超声波喷丸成形和校形技术理论和应用的深入研究,该项新技术必将具有广阔的应用前景。
我们始终坚守喷丸强化设备第一线,为您提供高度集成、定制型超声波喷丸强化、喷丸成形机器人,产品质量可靠,售后及时,培训到位,欢迎致电咨询。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1400/
 微信联系咨询
微信联系咨询 