高能喷丸技术对工业纯钛进行了表面纳米化处理,分析了表层组织和表层硬度,并通过与普 通喷丸的对比实验,研究了两种喷丸方法对工业纯钛疲劳性能的影响。结果得出,高能喷丸使表层组织 明显细化,得到了无明显特征的强烈塑性变形组织,表层硬度明显提高。但高能喷丸并没有使疲劳强度 大幅度提高,甚至低于传统喷丸。断口分析中发现,在高能喷丸疲劳断口裂纹源处,能看到由于喷丸不 当造成的表面深坑和微裂纹等表面机械损伤,这可能是高能喷丸表面纳米化比传统喷丸没有表现出更高疲劳强度的原因。
工程上材料的失效大多始于材料表面,因此 研究表面强化技术对提高机械零件的使用寿命具 有重要的意义。表面纳米化是近年来由卢柯和吕坚提出的,即利用各种物理或化学方法在材料 的表面制备具有纳米晶粒尺寸的表层,从而借助 于纳米材料超细晶粒组织的特点,使材料得到表 面改性。目前利用高能喷丸(机械表面研磨)已 在多种金属材料表面得到了纳米化表层。
尽管目前已经对表面纳米化机理和性能进行 了较广泛和深入的研究,但对疲劳性能的了解 还很不够。本研究在利用高能喷丸技术实现工业纯钛表面纳米化的基础上,探讨了高能喷丸表 面纳米化对工业纯钛疲劳性能的影响,分析了高 能喷丸和普通喷丸对工业纯钛的组织、硬度、疲 劳性能和断口的变化。
1.试验材料及方法
试验材料为4mm厚的工业纯钛(TA2)板。先 将钛板在真空炉中进行均匀化退火(真空度为 1✖️10-3Pa,退火温度为800度,保温时间为60 min),然后用线切割方式按图l加工疲劳试样。 用改进的QPL30型履带式抛丸机对疲劳试样进 行滚动高能喷丸表面纳米化处理和普通喷丸处 理。喷丸工艺为:1mm直径的Cr-Mo钢球,弹丸速度55m/S,普通喷丸和纳米化喷丸等时间分别为6和360min。
在MTS3 1 8型电液伺服万能实验机上做三点 弯曲疲劳试验,应力为R=0.1,应力循环次数为 2x 10的6次方疲劳实验,频率20HZ。用JSM.6360LV 扫描电镜进行微观组织观察及疲劳断口分析。表 层的显微硬度用FM.7000型半自动数字显微硬度计测量,载荷为259,保荷时间为15s,不同深度 测5点取平均值。
2.实验结果及分析
2.1微观组织
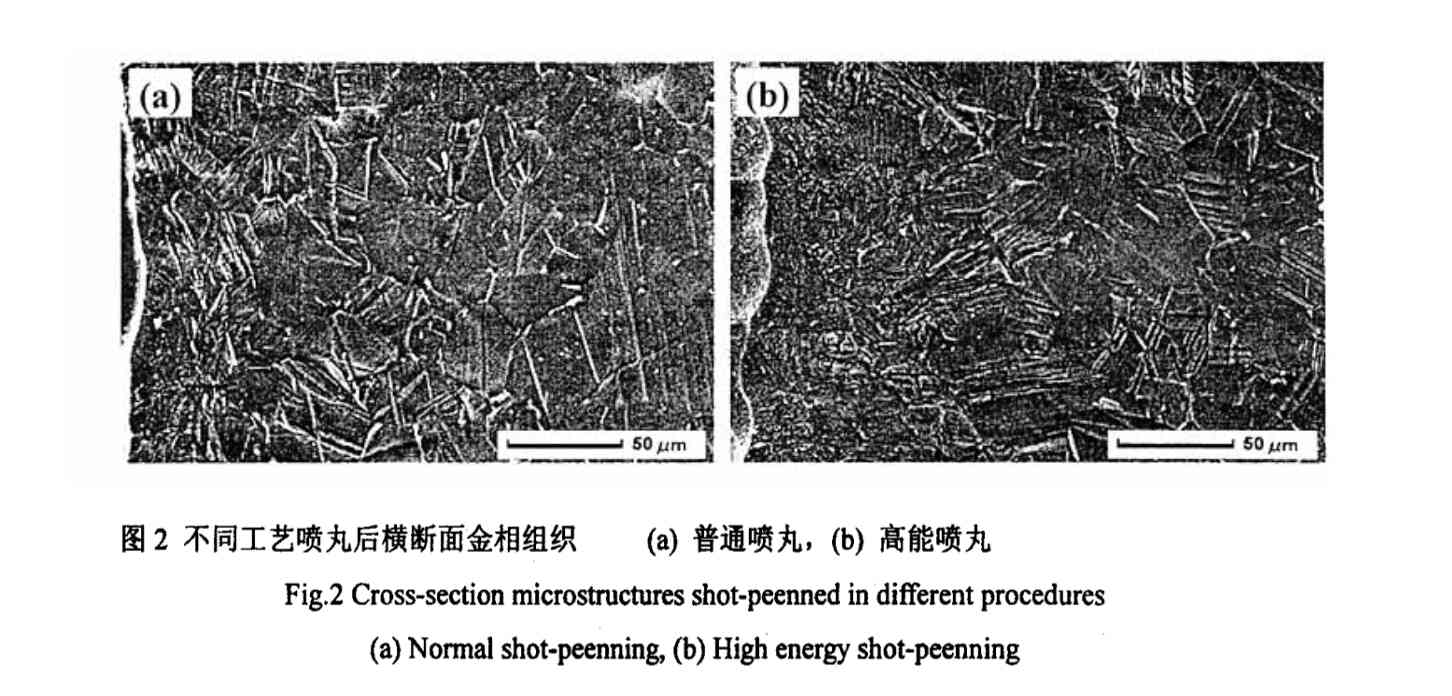
图2为不同工艺喷丸后的金相组织。由图2可以看出,喷完后表面出现了大量的孪晶。由于 在喷丸前样品在8000C进行了退火,消除了原始 组织中的孪晶,因此可以认为所发现的孪晶,都 是在喷丸过程中形成的。经普通喷丸后,表层出 现交叉孪晶,随深度的增加,交叉孪晶减少,孪 晶密度也在降低。纳米化喷丸后,变形层深度增 加,变形程度也明显提高。在塑性变形最强烈的 区域,扫描电镜下已不能分辨是否存在孪晶。
2.2表层硬度
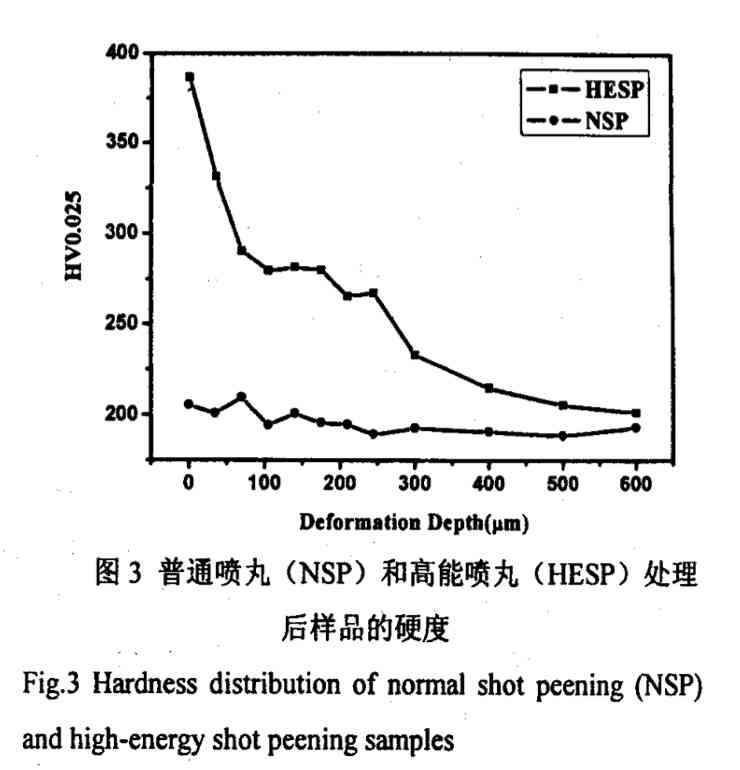
对不同工艺喷丸试样表层的显微硬度进行了测定,结果如图3所示。由图3可见,普通喷丸 后,表层形成了部分相互交割的孪晶,使表面硬度有所提高。经高能喷丸(HESP)处理后表面的显微硬度与心部基体相比显著提高,对比图2中 的金相组织可以看出,对应于组织中的强烈变形 区,显微硬度提高最显著。在我们已进行的工作 中已经证实,这一范围得到了纳米级晶粒。另 外,由图3可以看出,普通喷丸距表面不到 100pm,硬度已经接近基体硬度,而高能喷丸试 样直到约500pm硬度才接近基体,即高能喷丸处 理后试样的塑性变形层也比普通喷丸要深得多。
2.3疲劳强度
在本研究的试验中,高能喷丸和普通喷丸条 件下,试样的疲劳强度分别为460 MPa和485MPa。与原始退火态的工业纯钛的疲劳强度410MPa相比,无论是高能喷丸还是普通喷丸,都使疲劳强度有了一定的提高。但是,高能喷丸使疲劳强度提高了12%,略低于普通喷丸的18%。
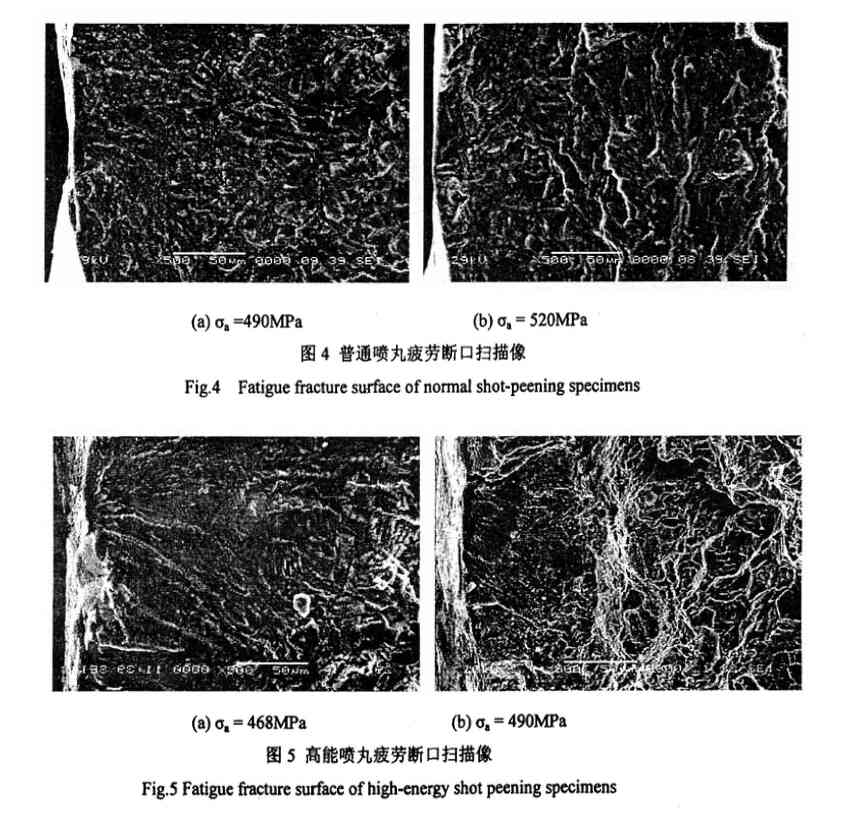
用扫描电镜对疲劳试样断口进行了细致观 察。在普通喷丸断口上没有发现裂纹源处存在缺 陷。图4分别为不同应力下疲劳裂纹源处的SEM 像。但在高能喷丸断口裂纹源处,发现有喷丸造 成的机械损伤,表面深坑(图5(a))和微裂纹(图 5(b)),而且在低应力水上,这样的缺陷也能成为裂纹源,使疲劳强度降低。
如2.1节所述,高能喷丸使得试样表面发生强烈的加工硬化、并在表层形成了纳米晶粒的组 织,并在表层一定的残余压应力。大量的研究表 明,表面强度的提高和晶粒的细化都将增加疲劳 裂纹产生的阻力,从而有利于提高材料的疲劳极 限。而一定的表层残余压应力将抑制疲劳裂纹的 扩展,甚至使其成为非扩展裂纹从而使疲劳极限 进一步提高。最近对工业纯钛表面纳米化的研究表明,当晶粒最细的纳米化表层,晶粒中缺陷较 少。因此很可能会避免形变孪生造成的微观损 伤,提高疲劳强度。因此与普通喷丸相比,高能喷丸能够形成提高疲劳强度的更为有利的因素。
但在另一方面,高能喷丸普遍对试样表面造 成了损伤,而这些损伤无疑是严重降低疲劳极限 的主要因素,从而难以发挥出高能喷丸所形成的 提高疲劳极限的有利因素,同时也使得试样表层 未能够反映出纳米组织效应,钛又是一个对表面 状态敏感的金属。
因此可以认为,表面损伤是高能喷丸未能进一步提高疲劳强度的主要原因。 所以,有必要进行进一步的高能喷丸工艺研究, 在得到最佳纳米化效果的同时降低或者消除表面 的损伤,这样将有可能更大幅度的提高疲劳强度。
3.结论
高能喷丸可以使工业纯钛表层晶粒纳米化表层硬度明显提高,同时也能在表层形成一定的残余压应力场,因此疲劳强度得到提高。
但如果高能喷丸在材料表面造成了机械损伤,使得疲劳裂纹在这些损伤处形成,将使疲劳强度的提高不显著(12%),甚至略低于传统喷丸(18%)。优化高能喷丸纳米化工艺,将有助于发挥表面纳米结构组高的表面残余压应力的作用。
喷丸设备制造,喷丸强化代工,喷丸工艺验证服务,欢迎了解咨询。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1787/
 微信联系咨询
微信联系咨询 
