介绍金属制品需要喷丸强化的原因、以及喷丸强化的原理,和工业生产中喷丸强化、抛丸强化的应用和工艺方案,设备使用等相关信息,生产提供去应力喷丸设备和代工服务,经验丰富,工艺成熟。
喷丸、抛丸强化:
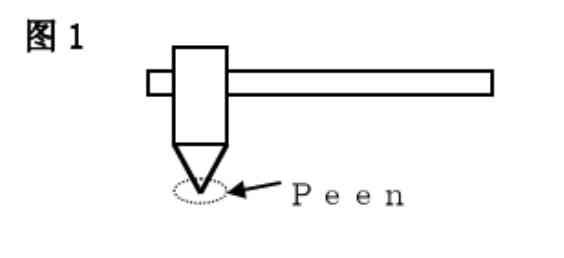
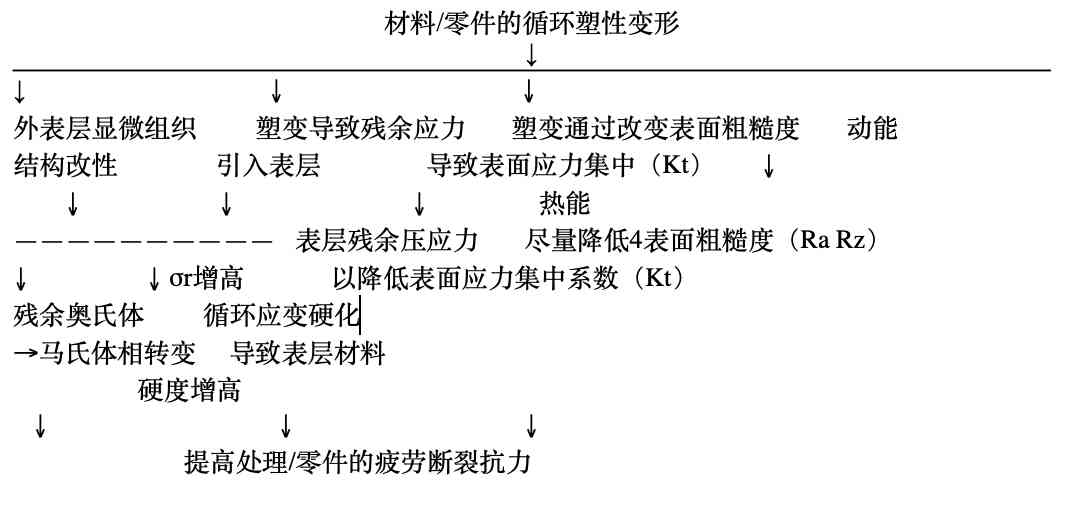
喷丸强化是通过高速运动的弹丸,冲击金属部件表面,当冲击力大于金属屈服应力时,金属表面发生凹坑状塑性形变,由于凹陷部位金属具有塑性,有抗拒变形,恢复原状的应力,而金属表面变形后金属表面层结构内发生组织挤压,使压应力增加,这样实现喷丸强化。

工件残余应力分析:
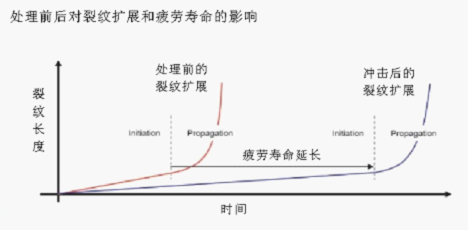
一般工件经由铸造、锻压、挤压、冲裁等一系类制造和机加工处理后,会在金属工件的表面残留有拉应力,而拉应力在金属部件日后的使用中,会犹豫交变载荷的作用,不断累积,当拉应力达到金属结构能够承受的极限,就会发生应力疲劳断裂;
拉应力主要来自于部件加工后的残留,和使用中发生的累积,而且多数拉应力疲劳导致的裂纹和裂纹延展,多发生于金属表面,为了预防金属的残余拉应力疲劳断裂,我们需要对金属表面作强化处理,其中效果比较好,而且成本低,效率高的主要是喷丸和抛丸强化。
喷丸强化引入残余压应力:
为了消除金属工件表面残余拉应力,同时抵消金属工件日后不断累积的拉应力,我们可以通过喷丸强化、或者抛丸强化,在金属表面引入残余压应力,在喷丸强化初始,弹丸冲击金属表面引入的残余压应力,会和金属表面原有残余拉应力中和,随着喷丸钱花作业的继续,压应力的不断引入,金属残余拉应力被中和消失,残余压应力不断累积,最终,在金属工件表面形成大量均匀覆盖的残余压应力层。
工件金属表面残余拉应力去除:
喷丸强化后,金属表面的残余的拉应力层已经被去除,金属表面累积有大量残余压应力,当工件安装使用后,由于承载了交变载荷,金属内部和表面不断产生了新的拉应力,并累积,但是当产生的新的金属工件残余拉应力传递到金属表面压应力层时,会发生应力中和抵消,即消耗部分残余压应力,去除残余拉应力,使得拉应力无法累积,这样就有效预防了金属部件因为拉应力疲劳断裂;
当金属部件表面喷丸强化引入的残余压应力存量消耗殆尽,那么金属部件的在使用中产生的拉应力会继续累积,如不采取有效措施,最终仍会导致金属发生拉应力疲劳断裂,所以喷丸和抛丸强化只能通过引入一定存量的压应力来抵消和抑制拉应力,而无法消除应力来源;
由于无法消除拉应力来源,所以要想长久,不断去除金属表面的拉应力,保持足够残余压应力,我们就需要对工件二次喷丸强化,或者抛丸强化,将喷丸强化和抛丸强化,保持金属表面残余应力的平衡作为长效机制。
喷丸强化和抛丸强化设备:
1.喷丸机,喷丸强化采用的是压缩空气作为动力来源,其弹丸喷射方向好调节,基本可以做到垂直于金属部件表面,能很好的压出凹坑,引入残余压应力,所以理论上喷丸机、数控喷丸机、喷丸机器人等一系类喷丸设备是比较理想的去处残余拉应力的处理工具;
但是由于压缩空气作为动力,其能量转化率低,压缩空气消耗量大,动力也难以达到很大(压缩空气难以让大弹丸具有足够大速度),所以,对于表面硬度大的金属部件,喷丸机,难以达到强化效果,同时相对于大量连续处理的工件,喷丸的能量转化率低,使其不具有经济性,此时,喷丸强化的准确性优势可能被抵消;
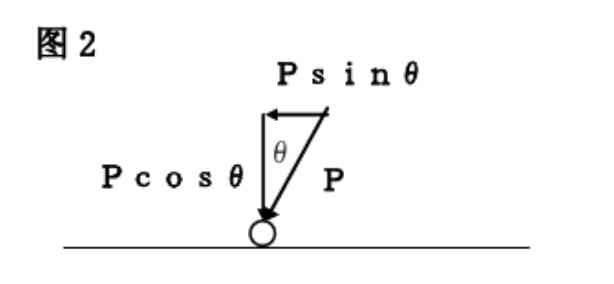
2.抛丸机,抛丸机由于采用抛丸器作为动力来源,抛丸角度相对固定,那么当弹丸抛射到金属表面时,未必是垂直的,我们需要将冲击力沿着垂直于工件表面和平行于工件表面作分解,由于冲击力分散了,冲击力转化率也就低了,但是抛丸器和抛丸之间能量转化高,在一定程度上可以弥补,所以大批量的金属表面强化,和冲击力要求高的金属表面应力强化,适合选择抛丸机。
喷丸和抛丸在去除残余应力方面的应用:
金属拉应力主要产生于承载循环交变应力的部件,所以曲轴、齿轮、汽车传动轴等一系类产品,以及板簧、压缩弹簧都会发生来应力残余导致的疲劳断裂,这些部件均需要进行喷丸强化,或者抛丸强化,对于一些喷丸强度极高,喷丸覆盖要求极为精密的产品,如发电机转子,航空发动机叶片,我们需要特殊的喷丸强化工艺,比如采取激光喷丸技术等。
残余应力处理代工:
我们从事多年喷丸机、抛丸机等残余应力处理设备生产,经验丰富,产品成熟,价格低廉,同时我们承接残余应力处理代工服务,军工品质,值得信任。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/753/
 微信联系咨询
微信联系咨询 