按时间归档:2020年01月
-
不同抛丸介质在不锈钢热轧板除鳞(抛丸清理)工艺中的应用比较
就不锈钢热轧板抛丸除鳞的不同工艺介质在实际生产中的应用作了广泛介绍,对不同介质在实际使用中的综合效果进行了对比 ,指 出国内抛 丸介 质行 业在 制造、销售和使 用过程 中存在 的问题 ,并对国内外不锈钢冷轧厂抛丸介质的使用趋势进行了介绍。
-
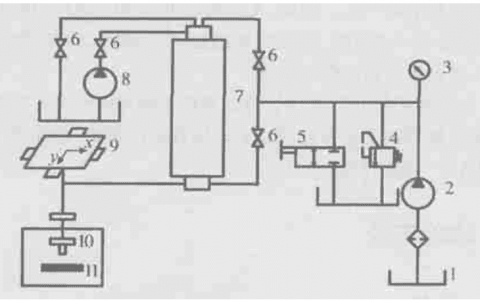
H13 钢表面高能喷丸纳米化
采用高能喷丸使 H13钢表面组织纳米化 。利用 x射线衍射、光学显微镜和扫描 电镜研究了啧丸层的微观组织 ,并测定了硬度。结果表 明,一次喷丸和复合喷丸后 H13钢表层 强烈塑性变形 区深度 约为20 m,其晶粒平均尺寸约为20nm;复合喷丸后 H13钢表面平均硬度可达670HV0.1,一次喷丸后表面平均硬度可达6 4 8 H V 0 .1 。 此 外 ,初步探讨了 H 1 3 钢表面组织高能喷丸纳米化的机制 。
-
抛喷丸清理用低碳铸钢丸 ERVIN循环寿命的研究
研究了铸件、锻件及热处理件抛喷丸清理用低碳铸钢丸的化学成分、密度、硬度及金相组织,并用欧 文寿命试验机采用 100%替代法测定 了 ERVIN循环寿命。结果表 明:低碳铸钢丸的金相组织为无碳贝 氏体 + 低 碳 马 氏 体 混 合 组 织 , 含 碳 量 为 0 . 1 4 % , 表 观 密 度 为 7 . 5 g / C m 。 , 硬 度 4 6 .3 H R C , E R V I N 寿 命 为 2 9 7 1 次 ; 表 明 低碳铸钢丸综合力学性能较好,具有较高的寿命,特别适合于铸件、锻件及热处理件的表面抛喷丸清理。
-
汽车紧固件抛丸黑色磷化滚浸自动生产线工艺
为解决汽车紧固件酸洗+高温锰系黑色磷化工艺污染大、能耗高的缺点,提出了以抛丸代替酸洗和以浸黑磷化代替高温锰系磷化的工艺改进举措。经过大批量生产应用,表明替代工艺具有抛丸除锈污染小、浸黑磷化节能明显的优点,同时磷化质量有很大提高。
-
磨料组成对钢管抛丸清理和强化结果的影响
在钢管防腐过程中,钢管通过抛丸清理机进行表面处理 ,表面处理质量是影响防腐层质量的关 键工序 ,在抛丸处理中,仅以单一磨料比如钢丸或者钢砂是很难清理的,必须采用混合磨料。通过探讨防腐 钢管的抛 丸处理 中,磨料配比变化情况,小粒径磨料的增加情况,采用除锈等级、锚纹深度等对不同配比的 磨料处理的钢管表面进行评价 ;得到了钢管表 面处理的磨料 中,钢 丸与钢砂 的比例分别为0.1和0.3,小粒径的磨料占60%时,钢管表面处理质量最佳 。
-
高压水射流喷丸强化技术原理和应用分析
基于组织结构和力学行为分析了高压水射流喷丸强化的机理 ,给出了各种射流形式喷丸强化的作用效果 ,提出 了前混合水射流和前混合自激振荡水射流喷丸强化的新方法 。研究表明 ,高压水射流喷丸强化技术先进 、优势明显 ,具有广阔 的应用前景 。
-
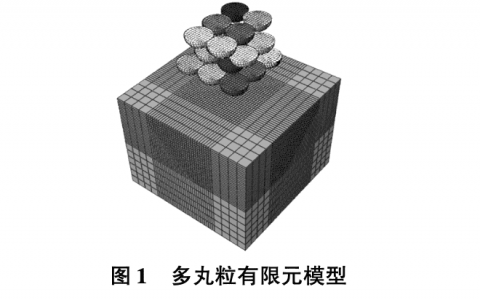
喷丸表面粗糙度对工件疲劳寿命的影响分析
为研究喷丸处理对铝合金表面粗糙度及其抗疲劳性能的影响,文章提出一种采用数值模拟计 算表面粗糙度的方法。 首先利用 ABAQUS 有限元软件建立多丸粒喷丸强化数值模型,将得到的残余 应力结果与文献实验结果进行对比以验证该模型的准确性。 然后选用轮廓最大高度 Rz 作为表面粗 糙度参数,设计正交试验研究弹丸尺寸、冲击角度、冲击速度和弹丸数量对工件表面粗糙度的影响程 度,进而分析喷丸表面粗糙度对应力集中系数和疲劳裂纹萌生寿命的影响。 结果表明:四因素对 Rz 的影响程度依次为:弹丸直径>冲击角度>冲击速度>弹丸数量。 疲劳裂纹萌生寿命受表面粗糙度 的影响,但两者间并非一一对应关系。 应力集中系数由工件表面粗糙度和弹坑底部曲率半径共同影 响,且两者呈反比关系,即应力集中系数越大,疲劳裂纹萌生寿命越短。
-
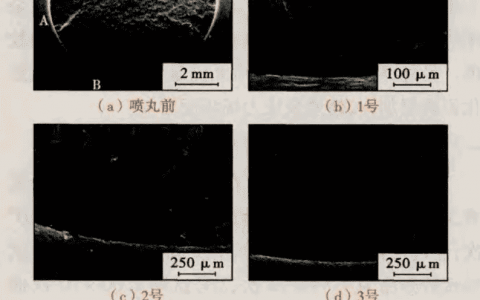
喷丸强化对S280不锈钢材料抗疲劳性能等影响
江苏世纪铭丰为研究适宜S280新型超高强度不锈钢的喷九强化工艺,对S280钢进行不同工艺的喷九强化,析了S280钢及其不同工艺喷丸强化后的试样的表面形貌、粗糙度、旋转弯曲疲劳寿命以及疲劳断口形貌,测了喷九强化试样的残余应力场。结果表明:喷九强化后S280钢疲劳寿命有了显著的提高,而大强度的铸钢喷九对其疲劳寿命提高更为有利;喷丸前后的S280钢的疲劳裂纹源均在表面,但喷九强化使疲劳裂纹由多源变为单源。